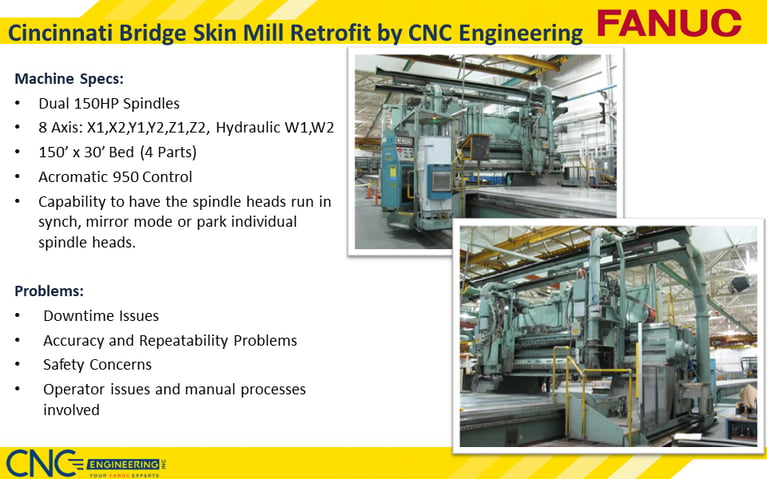
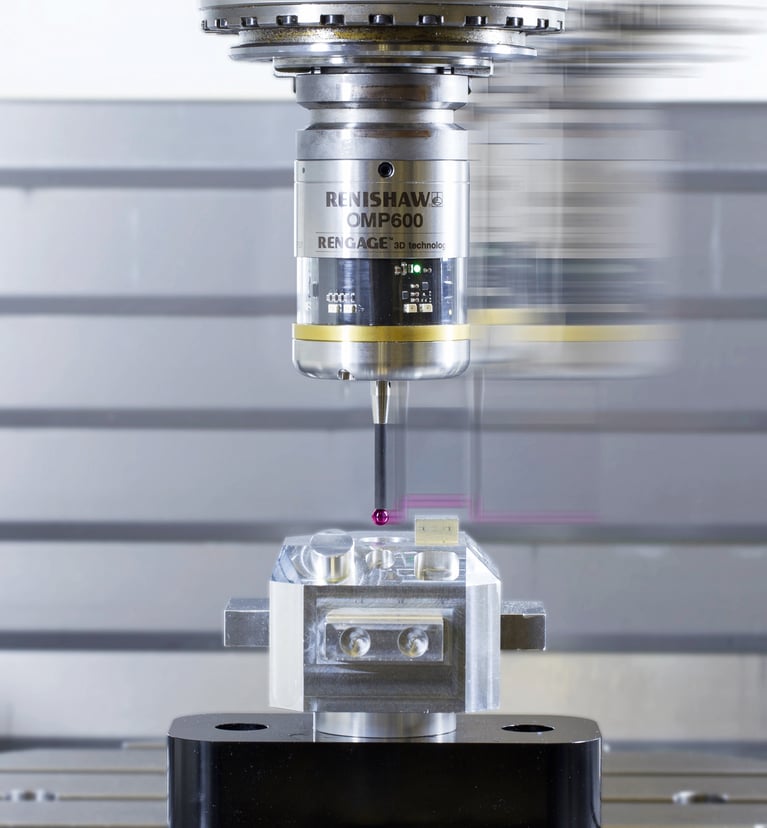
Decreased Cycle Time with Renishaw Inspection Plus Update
The capabilities of today's FANUC control systems can provide powerful options to older machines that can improve your...
W/Z Tracking for Open Vision™ HMI Software
CNC Engineering is now offering W/Z Tracking as an option to our Open Vision™ HMI software package. Designed as a solution to run a G&L-like W/Z tracking application on Fanuc controls, our solution mimics both the functionality and operation of the original software. To increase efficiency, special operator screens were developed to allow the operator to monitor all axes positions on the main screen.
![]()
Overview of W/Z Tracking
W/Z Tracking maintains the Part Coordinate relationship of a collinear set of axes, individually identified as the W-Axis and Z-Axis. These two axes are collinear because each axis moves along a single straight line which can be thought of as the WZ Axis. The W/Z Part Coordinate System is established during setup and represents the distance between the Z-Axis Part Zero location and the W-Axis Part Zero location along this WZ Axis. The Part Reference point of the Z-Axis is typically the gage line of the spindle and the Part Reference point of the W-Axis is typically a surface on the workpiece. ![]()
Referencing of Coordinate Systems:
Machine Reference: This is a fixed coordinate system for internal use by the machine and FANUC CNC. It is normally not used by the Part Programmer. This coordinate system is used for various functions like software over travel positions, tool change positions, etc.
Part Reference: This is a floating coordinate system used by the Part Programmer and Operator. This coordinate system relates to the Workpiece and is intended for use when programming either the W-Axis or Z-Axis. This allows programming through print coordinates in conjunction with FANUC Tool Offsets and Work Piece Offsets.
Absolute Reference: This is a floating coordinate system used by the Part Programmer and Operator. This coordinate system also relates to the Workpiece and is intended for use when programming either the Y-Axis or rotary axis, such as the B-Axis. This allows programming through print coordinates in conjunction with FANUC Tool Offsets and Work Piece Offsets.
Comparison Chart:
| FUNCTION | CNC ENGINEERING | NUMERIPATH 8000 | FANUC |
|---|---|---|---|
| Option Name | W/Z Tracking | W/Z Zero Tracking | Parallel Axis Tracking |
| Position to Machine Coordinate | G53 | NO | G53 |
| Position to Absolute Coordinate | G400Wn.nnnn G400Zn.nnnn |
G98Wn.nnnn G98Zn.nnnn |
G503Wn.nnnn G503Zn.nnnn |
| Position to Part Coordinate | G90G400; W or Z value |
G90 W or Z value |
Uses Machine Coordinates for WZ Tracking |
| Establish Part Zero | G54 or G92 | G92 | G92 |
| Make Z Primary Tracking Axis | G400; Zn.nnnn; |
(TRK.Z) | G501 |
| Make W Primary Tracking Axis | G400; Wn.nnnn; |
(TRK.W) | G500 |
| W and Z Simultaneous Commands | YES | YES | YES |
| WZ Tracking Function Requires Special Screen | NO | NO | YES - Must go to separate custom screen |
| Clear Tracking Mode | Always Tracking | Always Tracking | G502 |
Example W and Z-Axes Commands:
W-AXIS Commands
G00 G90 W1.0
This command will position the W-Axis to put the part zero 1.0000-inch from the face of the spindle.
G00 G91 W1.0
This command will position the W-Axis 1.0000 inch plus from its present position.
G00 G400 W1.0
This command will position the W-Axis 1.0000 inch from the W Absolute zero.
G53 W1.0
This command will position the W-Axis 1.000 inch from the W Machine Coordinate zero position.
Z-AXIS Commands
G00 G90 Z1.0
This command will position the Z-Axis to put the part zero 1.0000-inch from the face of the spindle.
G00 G91 Z1.0
This command will position the Z-Axis 1.0000 inch plus from the present position.
G00 G400 Z1.0
This command will position the Z-Axis 1.0000 inch from the Z Absolute zero.
G53 Z1.0
This command will position the Z-Axis 1.000 inch from the Z Machine Coordinate zero position.
Special Commands
G401
This command copies the Part Coordinate Zero to the reserved Work Coordinate offsets.
G402
This command copies the reserved Work Coordinate offsets to the Part Coordinate Zero offsets.
W and Z Semi and Full Simultaneous Moves
Note: A “semi-simultaneous” move of the W and Z-Axes requires a G400 command on the same line with the Z and W commands. In reality, the execution of the Z-Axis is completed first before the W-Axis is executed, even though the two axes commands exist on the same program block. Fully simultaneous movement of the W and Z-Axes is accomplished by programming a G53 instead of a G400 as noted in the examples below:
G400 W0 Z0 (Semi-Simultaneous)
This command moves the Z-Axis to its Absolute Coordinate zero position after which the W-Axis moves to its Absolute Coordinate zero position.
G53 W0 Z1 (Full Simultaneous)
This command will move the W and Z-Axes simultaneously. The W-Axis will move to its Machine Coordinate zero positions while the Z-Axis moves to 1.0000 inch from its Machine Coordinate zero position.
Setting Zero Positions
There are three (3) Coordinate Systems that must be established before running a program. They are the Machine, Absolute, and Piece Part Coordinate systems.
Machine Coordinate System
The Machine Coordinate system is established as part of the Machine Startup procedures. Each axis is moved to its home position to set a very accurate location that serves as the reference point for that axis. Together, these axes reference positions establish the Machine Coordinate system. The other two coordinate systems use the Machine Coordinate zero positions as a reference point by shifting their zero points a certain distance from the Machine Coordinate zero position.
Absolute Coordinate System
The Absolute Coordinate System is established by moving the W and Z axes to the appropriate zero point then entering an offset into Work Coordinate offset G54.1 P48. Each axis will have its own offset. Note that G54.1 P48 is reserved for the establishment of the Absolute Coordinate System.
Piece Part Coordinate System
The Piece Part Coordinate System is established by moving the W and Z-axes to the appropriate zero point then entering an offset into the desired Work Coordinate offset. The available offsets are G54 through G59 and G54.1 P1 through G54.1 P47.
RULES for Programming W and Z AXIS Commands
The W and Z-axes may be commanded in the Piece Part Coordinate system or the Absolute Coordinate system. They can also be programmed in the Machine Coordinate system.
A W-Axis command will position the W-Axis to a Piece Part Coordinate unless a G400 is programmed in the same block.
A Z-Axis command will position the Z-Axis to a Piece Part Coordinate unless a G400 is programmed in the same block.
A W-Axis command with a G400 will position the W-Axis to an Absolute Coordinate from W Absolute zero.
A Z-Axis command with a G400 will position the Z-Axis to an Absolute Coordinate from Z Absolute zero.
A “Z” and “W” axis command on the line with a G400 will simultaneously position both Z and W-Axes to their Absolute Coordinate.
G400 must be programmed in a block by itself just prior to a block containing a “Z” or “W” axis command representing the first move of the other axis in the Collinear set W/Z. For example, after executing several W-Axis command blocks a G400 must be programmed in the block prior to the first Z-Axis command. This only applies to commands for the Piece Part Coordinate system not for commands to the Absolute Coordinate system such as G400 Z1.2000.
Both W and Z-Axes can be programmed to move to their Machine Coordinate system positions by commanding a G53 in the same line with the W or Z-Axis dimension.
The capabilities of today's FANUC control systems can provide powerful options to older machines that can improve your...