

Farrel Roll Grinder
Farrel Roll Grinder Retrofitted with FANUC 0i-TF
Blohm 412 Grinder retrofitted with a FANUC 32i-BM control system. The project included new FANUC motors and drives, new FANUC spindle motor and drive..

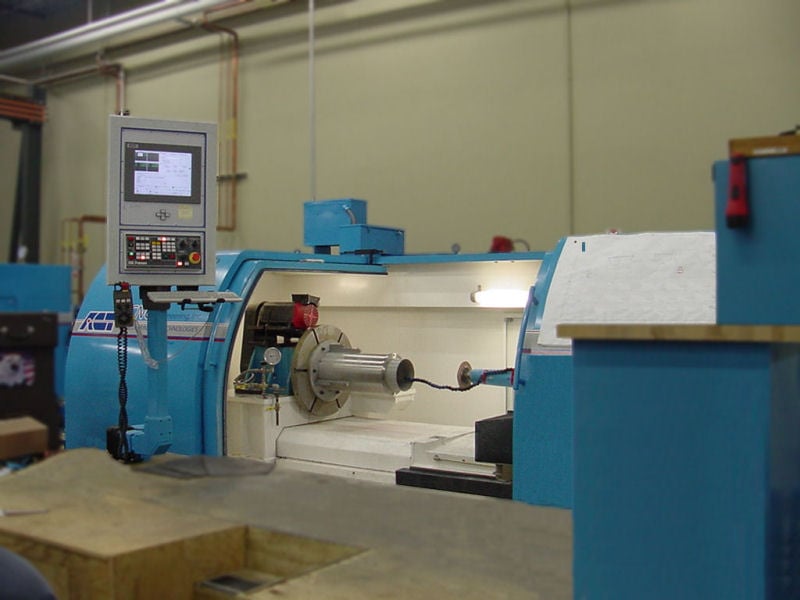
Waldrich Siegen Roll Grinder retrofitted with a FANUC 0i-TD control system. The project included new FANUC motors and drives, new work spindle..

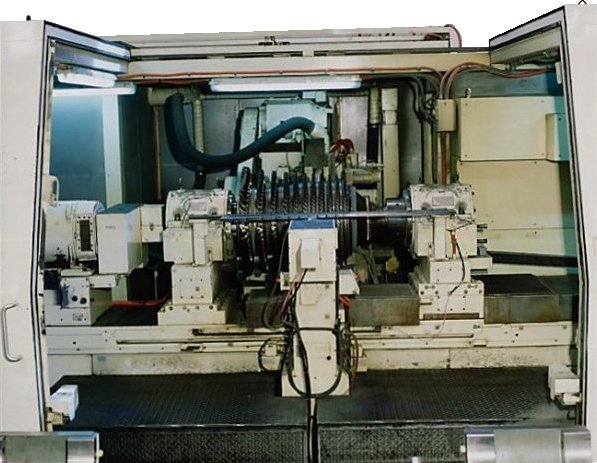
CNC Engineering has retrofitted more than seventy (70) LL1, LL2, LL3, UL2 grinders for a variety of applications including aerospace and bearing..

CNC Engineering has retrofitted more than sixty (70) LL1, LL2, LL3, UL2 grinders for a variety of applications including aerospace and bearing..

Machine retrofit/refurbish solution including machine alignment and laser calibration, hydrostatic system rebuild, workhead base adjustment,..

CNC Engineering has retrofitted more than seventy (70) LL1, LL2, LL3, UL2 grinders for a variety of applications including aerospace and bearing..

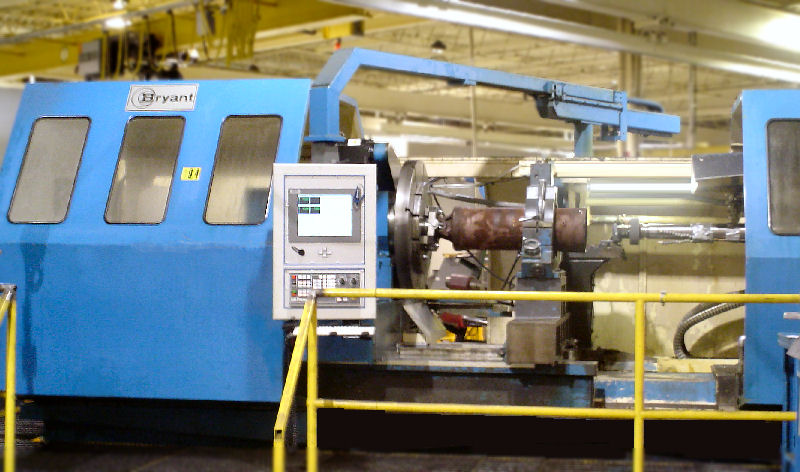
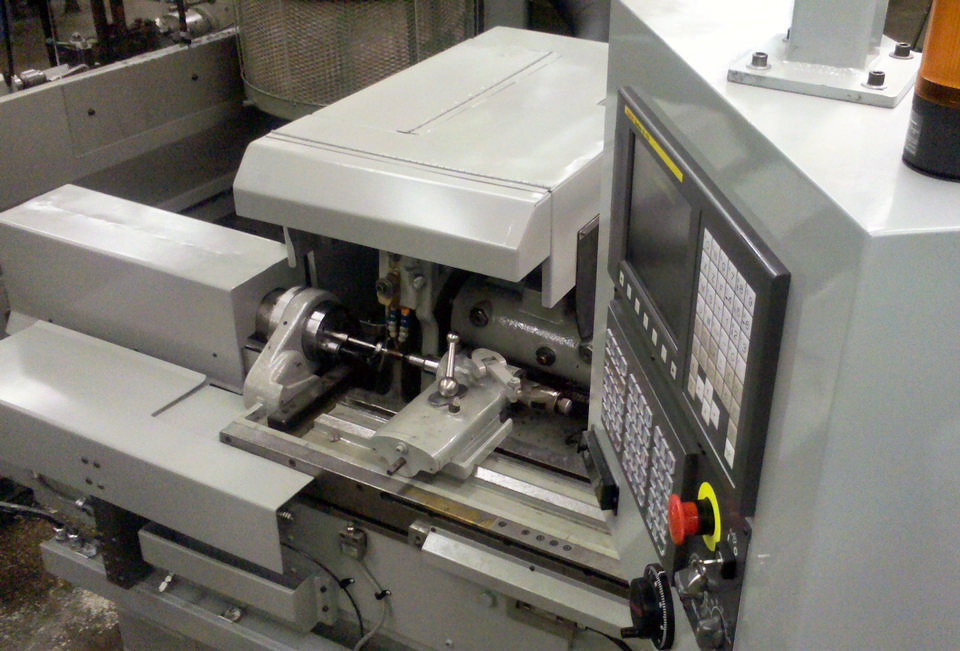
Over the past 15 years, CNC Engineering has retrofitted more than thirty (30) Bryant LF2 and LF3 grinders. Like our Bryant ID Grinder retrofit..

Over the past 15 years, CNC Engineering has retrofitted more than thirty (30) Bryant LF2 and LF3 grinders. Like our Bryant ID Grinder retrofit..

CNC Engineering has retrofitted more than seventy (70) LL1, LL2, LL3, UL2 grinders for a variety of applications including aerospace and bearing..

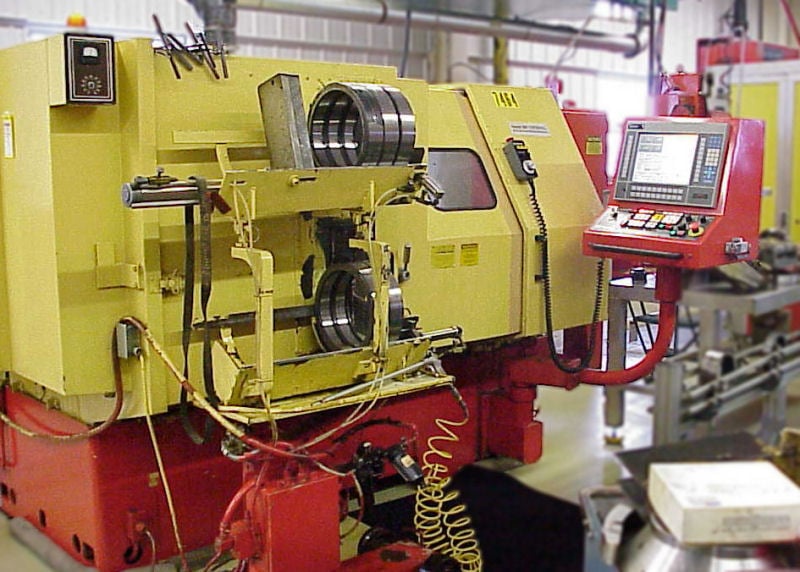
This Campbell AS-5260-18D Grinder was retrofitted for a premier supplier of custom-machined, critical components. The retrofit solution utilized a..

This Campbell 700 Grinder was retrofitted for leading tool and die manufacturer. The retrofit solution utilized a FANUC 35i-B control and included: -..

Campbell Vertical GrinderThe retrofit and remanufacture of a Campbell Twin Spindle Grinder, contracted by an engine repair manufacturing facility,..

This Campbell Dual Path Grinder was retrofitted and partially remanufactured for a Bearing Manufacturer. The retrofit package utilized a GE Fanuc..

Contracted by a leading global supplier of tooling solutions, the retrofit solution for a Thompson Roll Grinder utilized a FANUC 35i-B control and..

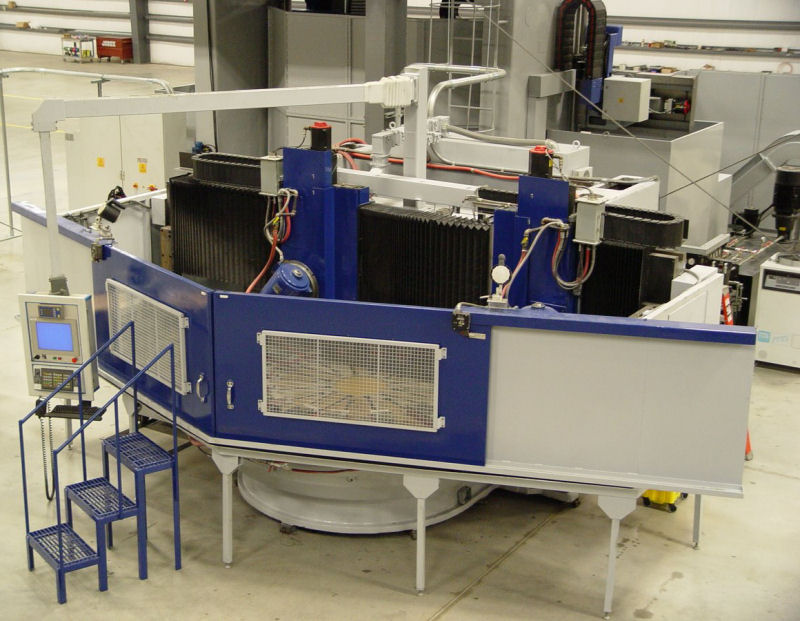
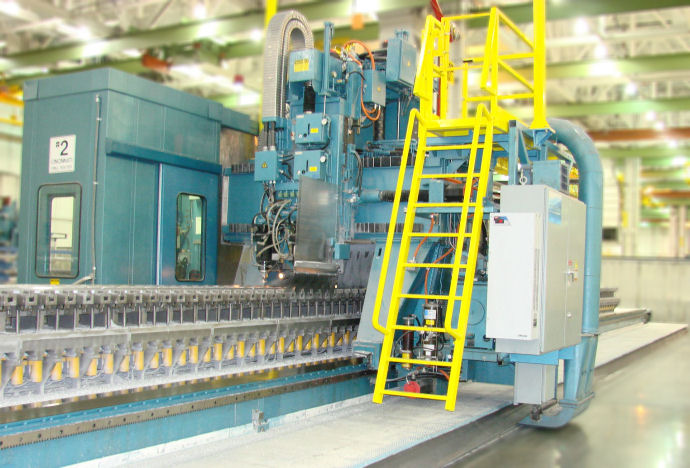
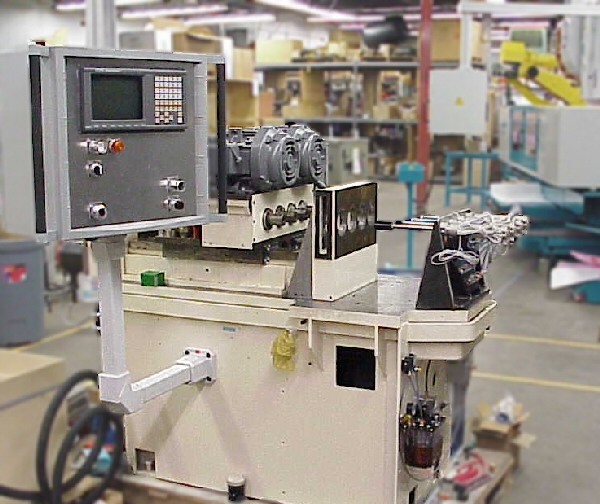
We were the prime contractor to design, build and install two new precision ceramic grinding machines, which included work spindle hardware with..

CNC Engineering supplied a Fanuc 0i-TD control system for three of CNC North’s latest machines. The CNC North 28-48-I-V grinder was custom built for..

CNC Engineering supplied a Fanuc 32i-TA control system for one of CNC North’s latest machines. The CNC North 20-120-O-S Grinder was custom built for..

Blohm 310 Grinder retrofitted with a FANUC 35i-B control system. The project included new FANUC motors and drives, new wheel spindle system, dresser..
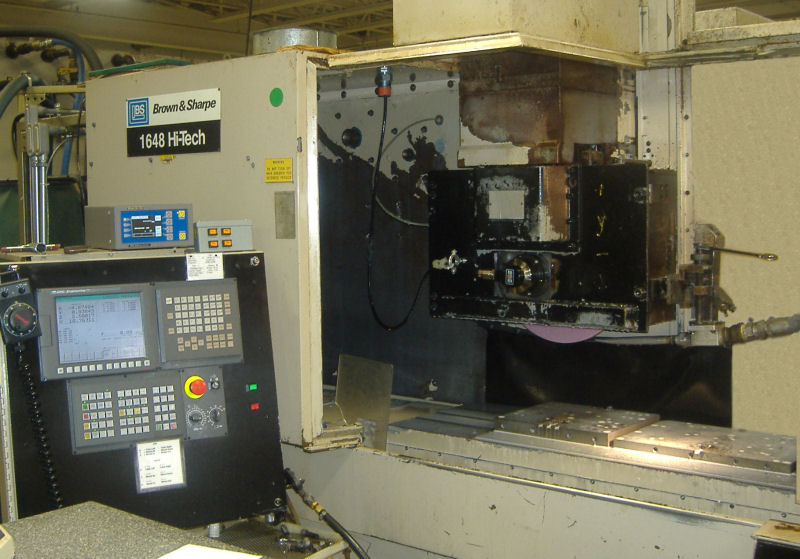
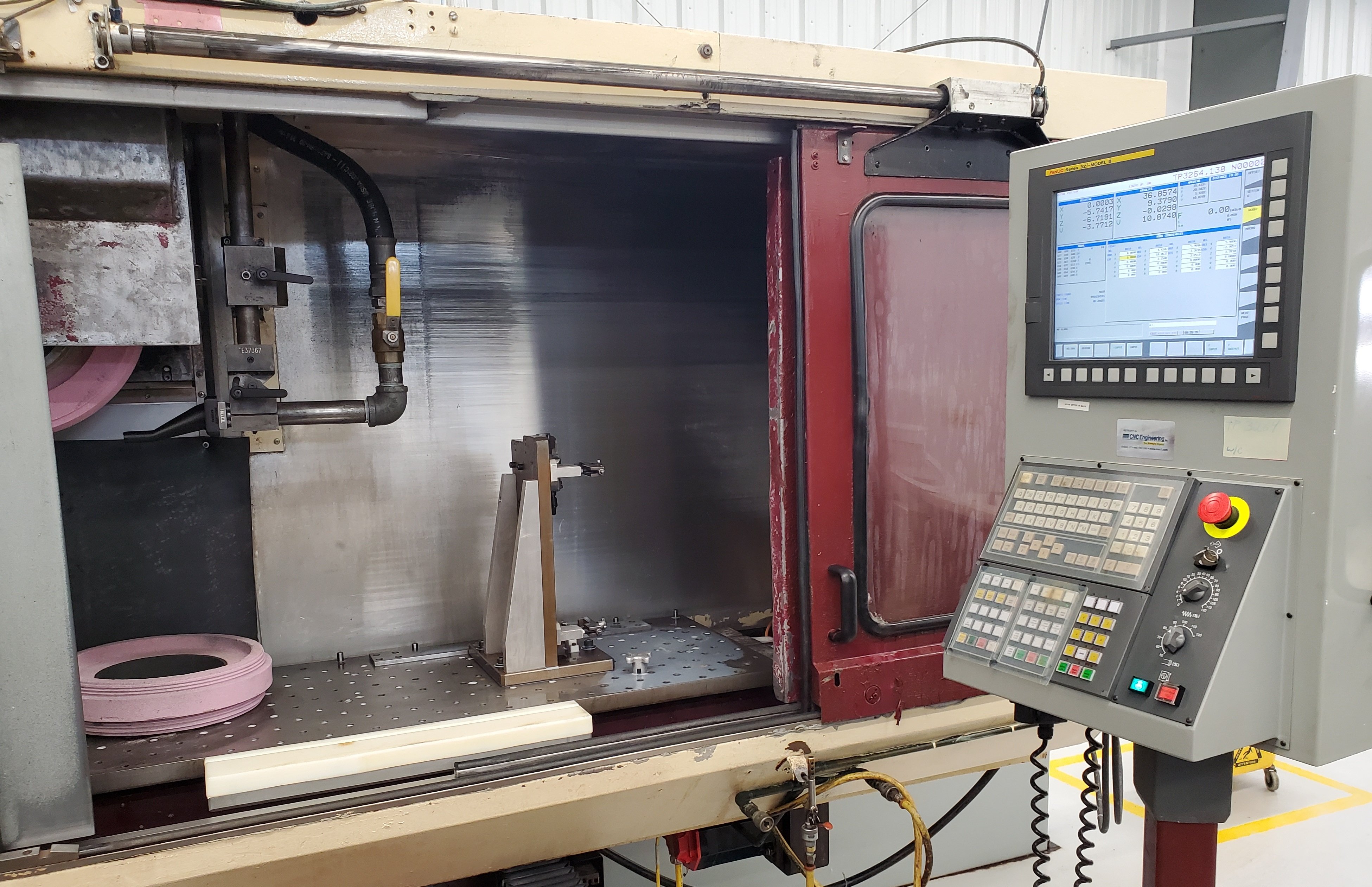
A leading airfoil manufacturer contracted the retrofit of 2 Brown & Sharpe 1648 Hitech Creep Feed Grinders utilizing FANUC 0i-MC control systems. The..

CNC Engineering supplied a Fanuc 0i-TD control system for one of CNC North’s latest machines. The CNC North 20-48-I-C Grinder was custom built for..

CNC Engineering supplied a Fanuc 0i-TD control system for one of CNC North’s latest machines. The CNC North 14-48-I-C grinder was custom built for a..

Retrofit/Remanufacture solution for a gear manufacturer. Utilizing a FANUC 0i-TB control, this 46-inch Bullard Grind retrofit solution included: -..

CNC Engineering supplied a Fanuc 0i-TB control system for two of CNC North’s latest machines. The CNC North 14-20-I-C grinders were custom built for..
Blade Tip grinding application utilizing an interface to a special laser measuring device used for obtaining offset information and in-process gaging.

Machine retrofitted for an alloy steel application, including replacement chiller unit installation and training, new servo system, work spindle,..

This Butler Newall Gap Bed Grinder was retrofitted with a FANUC 0i-TA control system and our Open Vision Grind HMI software.

2 angled (30 degree) Cincinnati Step Grinders were rebuilt for a heavy equipment manufacturer. One of our RIPs provided the rebuild portion of the..

Utilizing a FANUC 0i-TB control, this Elb Surface grinder was retrofitted for a leading abrasives manufacturer. The retrofit solution included: - New..

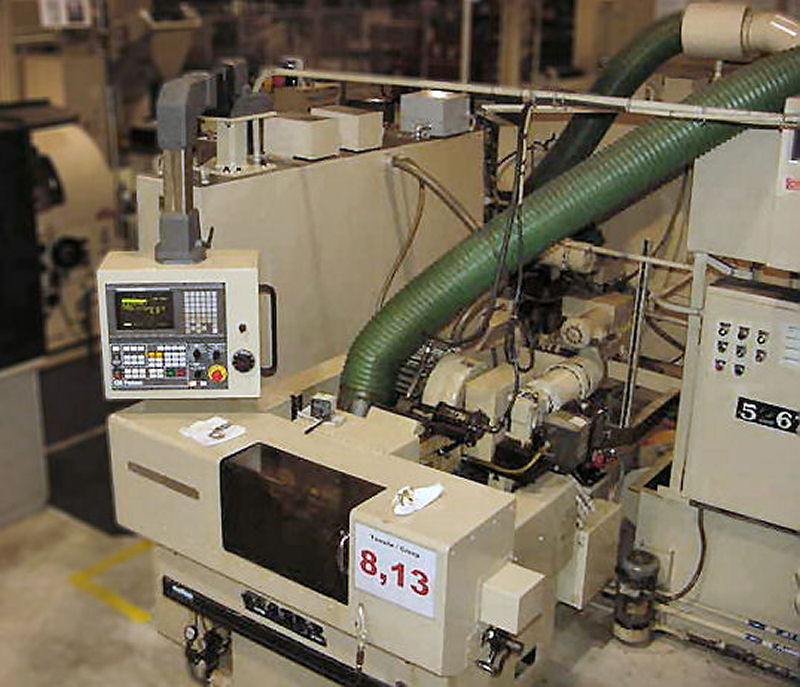
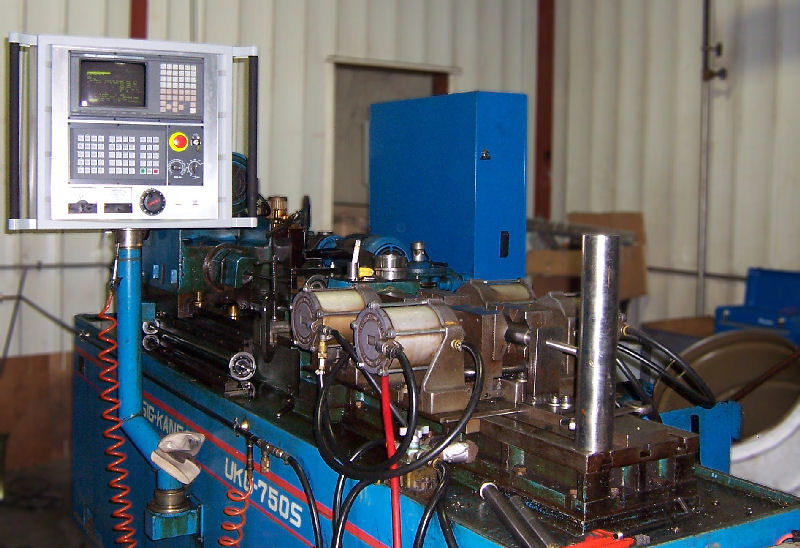
Utilizing a FANUC 0i-TD control, this Excello 33 thread grinder was remanufactured for a leader in the screw thread industry. The retrofit solution..

Heald 2 Sized Cinternal Grinder retrofitted with a FANUC 0i-TD control system. The retrofit included new FANUC motors and drives, new wheel spindle..

Utilizing a FANUC 0i-TD control, this Heald 2 Sized Cinternal Grinder was retrofitted for an army depot. The retrofit solution included: - New 2 axis..
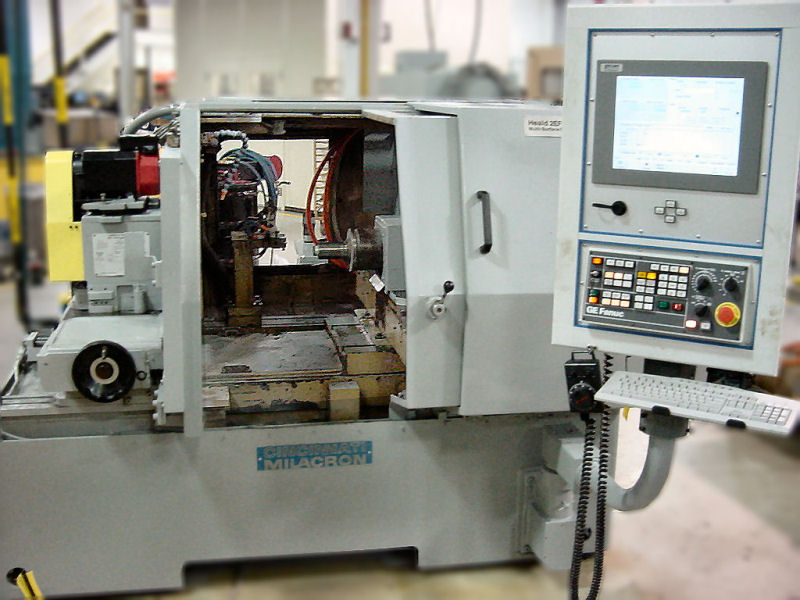
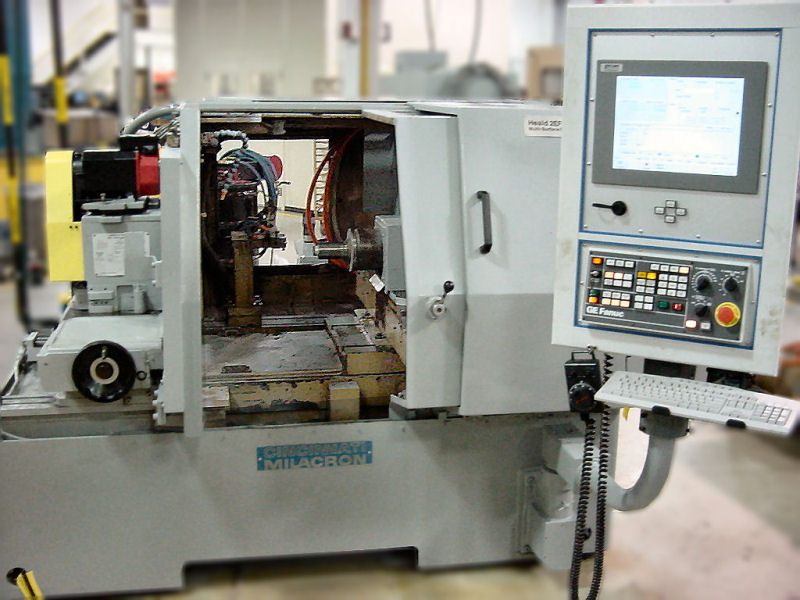
Heald 2EF700 Grinder retrofitted with a FANUC 21i-TA CNC System by CNC Engineering, Inc.
Utilizing a FANUC 0i-TB control, this Heald #2 Cinternal Grinder was retrofitted for a leading aerospace manufacturer. The retrofit solution included

Utilizing a FANUC Powermate i-D control, the retrofit solution designed for a Landis Grinder included: - New servo system - Interface to the existing..

Utilizing a FANUC 31i-TA5 control, this Motch Vertical Grinder was retrofitted for a military application. The retrofit solution included: - New 6..

Utilizing a FANUC 31i-TA5 control, this Motch VGC-52 grinder was retrofitted for military application. The retrofit solution included: - New 6 axis..
Contracted through our RIP (Retrofit Integration Partner) program, this Niles Dual Path Grinder retrofit solution was designed for a bearing..

Utilizing a FANUC 0i-TD control, this Norton OD Grinder was remanufactured in partnership with CNC North, Inc. The retrofit solution included: - New..

Contracted by a world leading forged components manufacturer, the retrofit solution for a Sheffield Model 10 Grinder utilized a FANUC Powermate i-D..
This machine was upgraded with a FANUC axis servo system featuring an encoder with 128K counts per ball screw revolution, allowing for elimination of..
Precision shaft grinding application for the rail industry, control integration on a new machine for an OEM utilizing 3 axes with integrated C-axis...
High precision bearing application utilizing a 4 axes of servo and work spindle system, provided control system to the OEM for multi surface high..

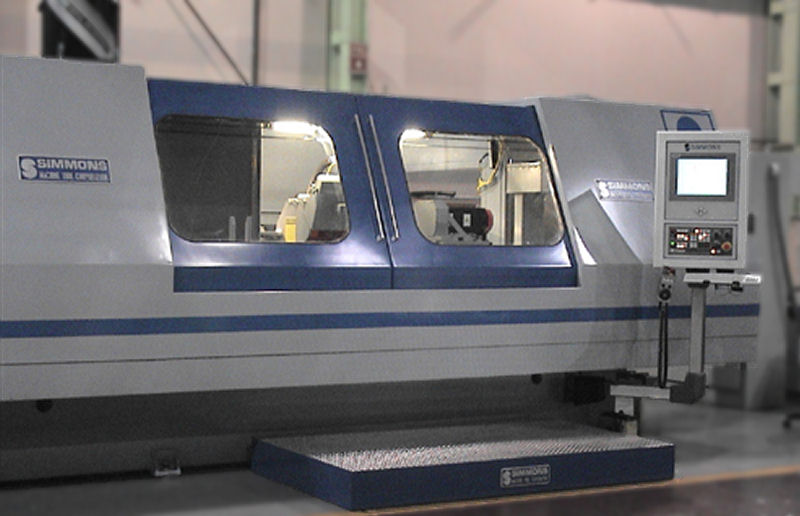
Utilizing a FANUC 0i-TB control, this Springfield Grinder retrofit solution included: - New 2 axis servo system - New Mitutoyo scales and SBS AE..

The retrofit solution for this Toyoda GL4 Grinder utilized a FANUC 21i-TA control and included: - New servo system for the X & Z axes - Interface to..

This Tripet TST1000 grinder was retrofitted for a leading Aerospace supplier. The retrofit package utilized a FANUC 0i-TB control and included: - New..

Utilizing a FANUC 31i-A5T control, this Voumard 300NC grinder was retrofitted. The retrofit solution included: - New 7 axis FANUC servo system for..

Bullard 42-inch Dyn-Au-Type VTL retrofitted with a FANUC 0i-TD CNC System, designed by CNC Engineering, Inc.

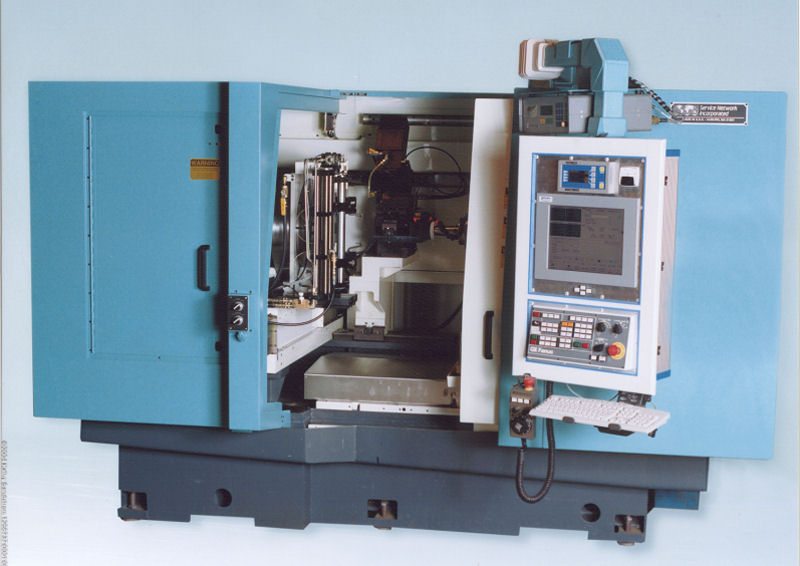
This Cincinnati Universal 12-12 Lathe was retrofitted with a FANUC 21i-TA CNC System, designed by CNC Engineering, Inc.
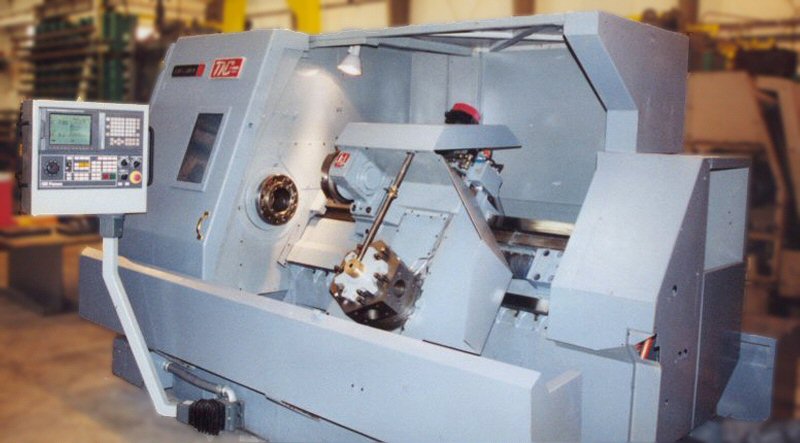
This Cincinnati Cinturn 18C was retrofitted with a new FANUC CNC system, designed by CNC Engineering, Inc.

Cincinnati Cinturn 15U lathe retrofitted for a DoD armament systems supplier. The retrofit package utilized a Fanuc 0i-TC control system and..
Utilizing a Fanuc 0i-TD Control, two (2) Cincinnati Cinturn Lathes were retrofitted for manufacturer of complex, precision machined parts and..

A leader in deep hole drilling, machined tubular components and precision tubing recently contracted the retrofit of a Dainichi MR65-2 lathe. The..

Utilizing a FANUC 21i-TA control, this Giana Lathe was retrofitted by CNC Engineering, Inc. The retrofit package included: - New Fanuc 2 axis servo..

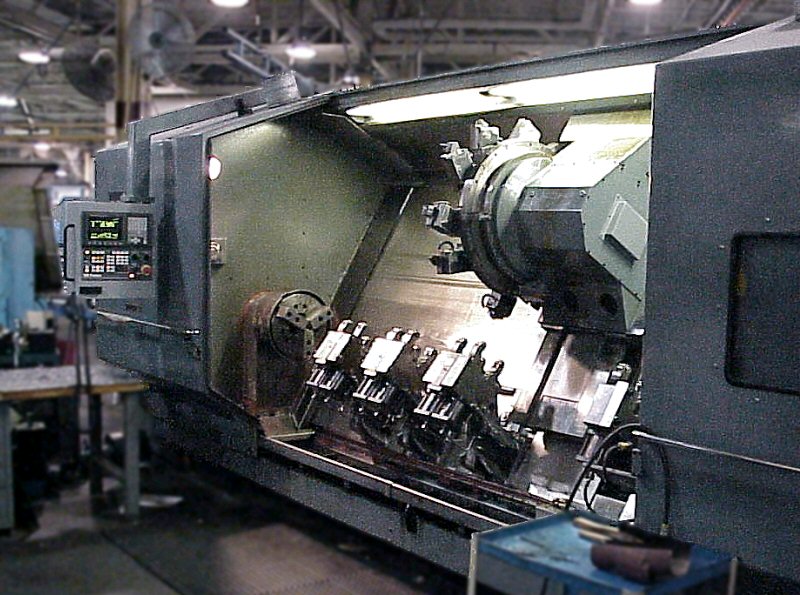
This G&L 32C was retrofitted with a FANUC 0i-TB CNC System, designed by CNC Engineering, Inc.

Utilizing a Fanuc 0i-TC control, this G&L VTL was retrofitted for a leading aerospace supplier. The retrofit solutions included: - New 2 axis servo..
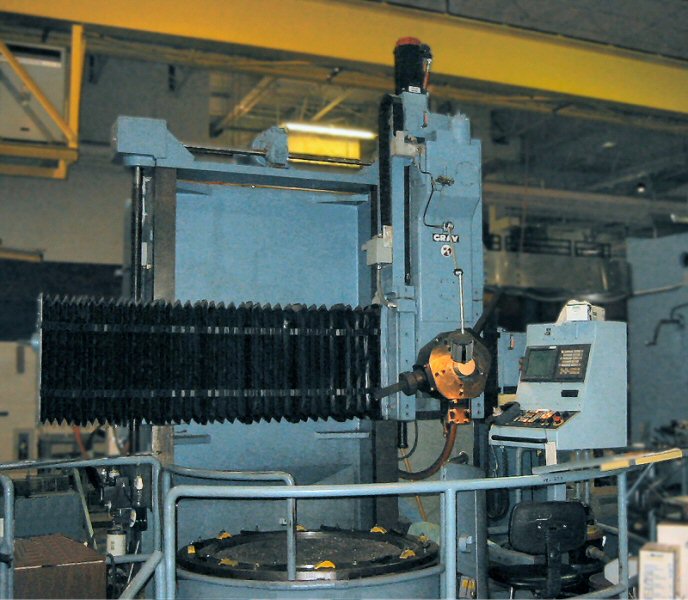
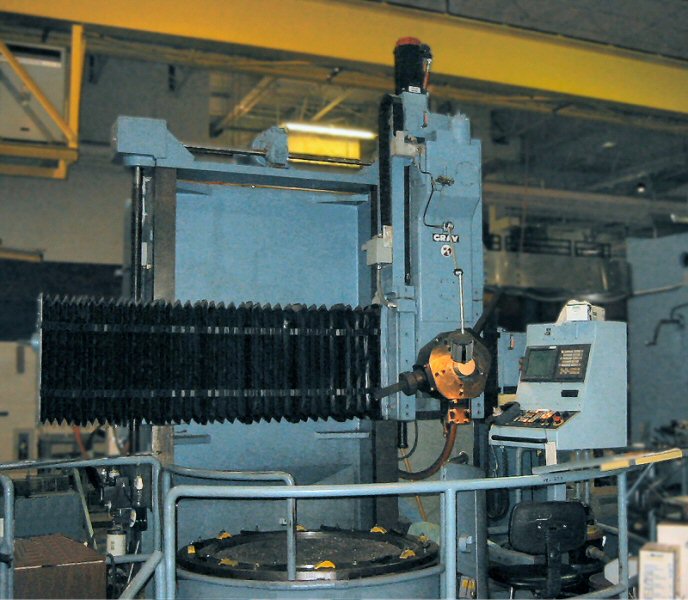
This Gray VTL was retrofitted by CNC Engineering, Inc. The retrofit was designed with a new FANUC CNC System.
This J&L Combi TNC 4515 was retrofitted with a FANUC 21i-TA CNC System, designed by CNC Engineering, Inc.

CNC Engineering has completed HUNDREDS of J&L retrofit packages. The machine below was rebuilt by one of our RIP partners, as well as the..

Our most recent J&L retrofit package was engineered for three identical machines owned by a leading aerospace manufacturer. The project was..
The machine below was one of three done for the same customer. CNC Engineering was initially contracted to do one machine, the customer liked it, and..

Utilizing a Fanuc 0i-TD control, this Mazak Powermaster Lathe was retrofitted for a manufacturing and premium threading facility. The retrofit..
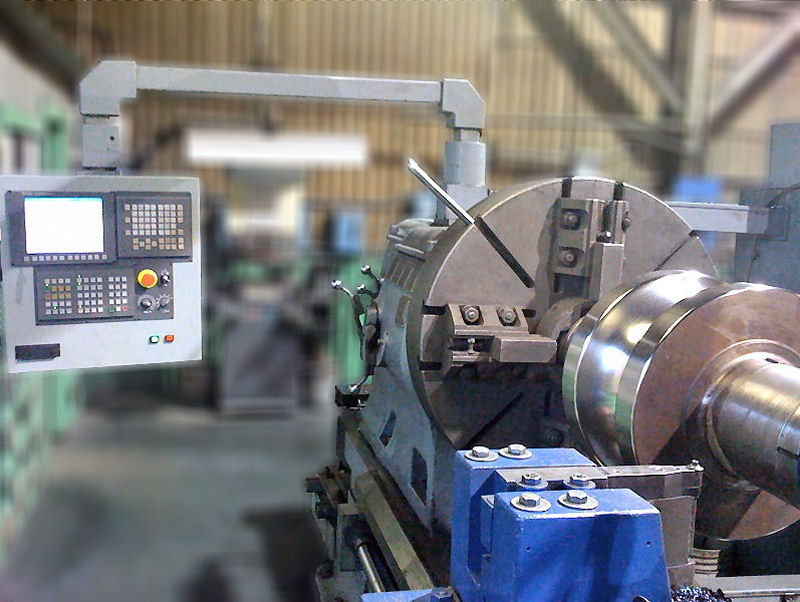
Utilizing a Fanuc 0i-TC control, this Monarch 37843K lathe is retrofitted for a specialty steel product manufacturer. The retrofit solution includes:

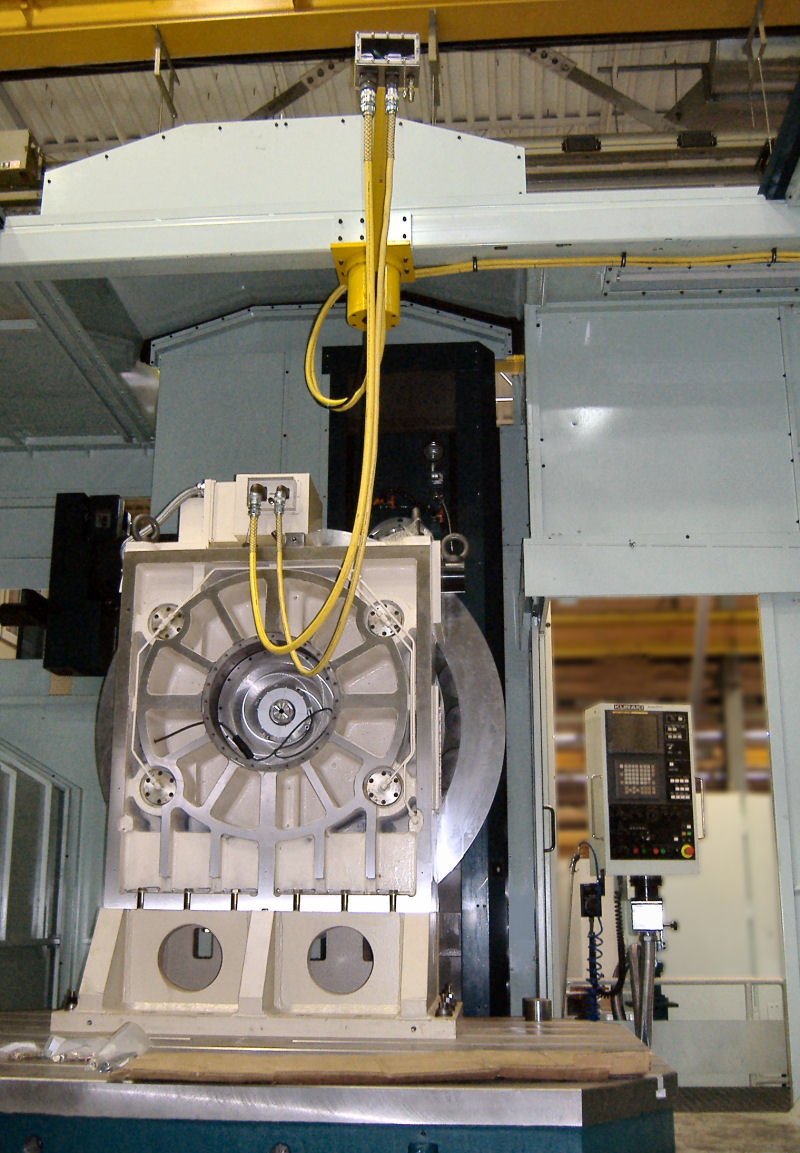
This Monach VTN10 VTL retrofit was the fourth such project for a large bearing manufacturer. The installation was done on site and was completed..

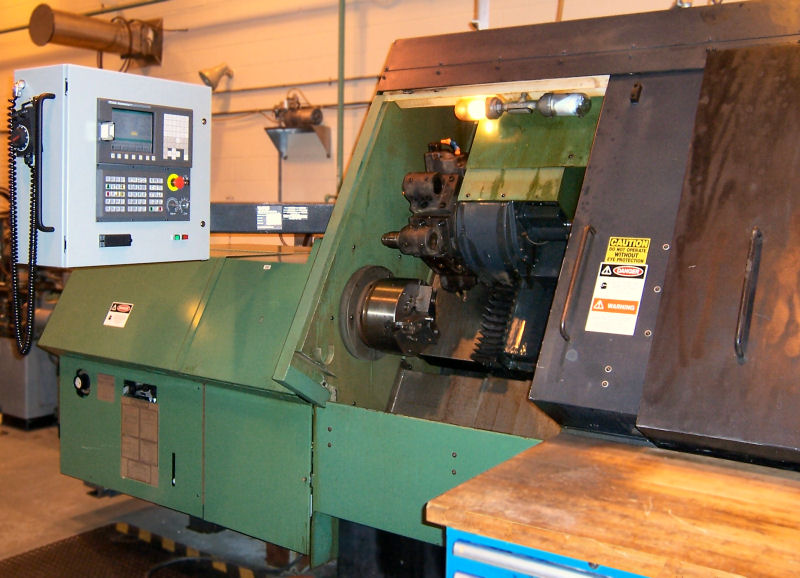
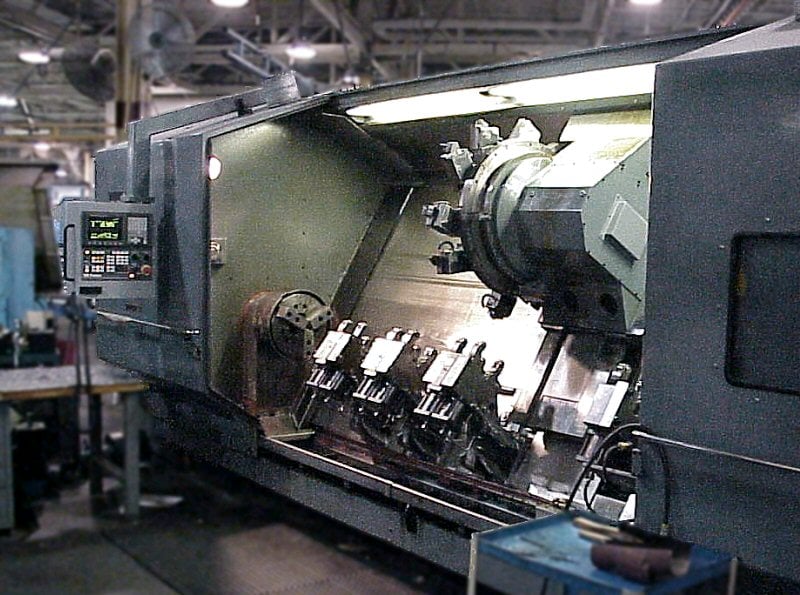
Utilizing a Fanuc 0i-TD control, this Mori Seiki LL8 lathe was retrofitted for a CNC machine shop in Louisiana. The retrofit solution included: - New..

Two Motch 235-VNC machines were retrofitted with FANUC 0i-TB CNC systems for a leading bearing manufacturer.

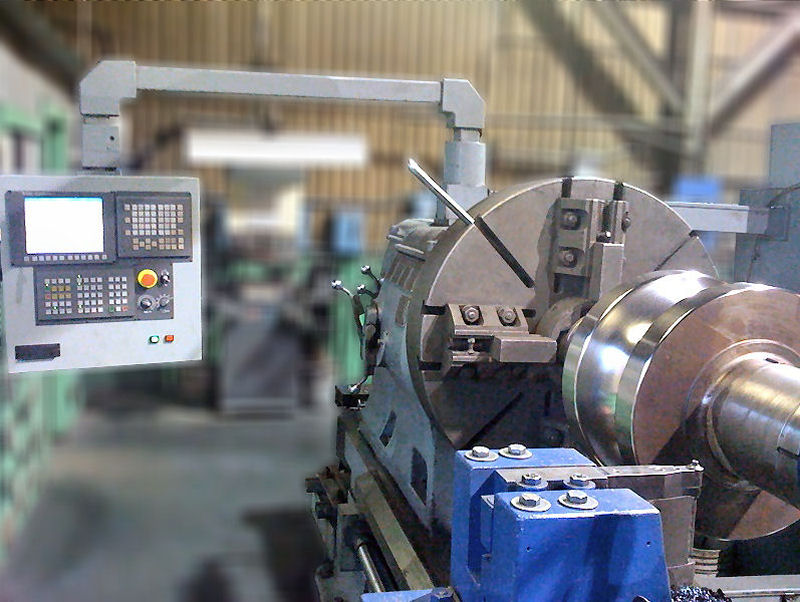
Utilizing a Fanuc 0i-TD control, this Poreba Lathe is retrofitted for a leading supplier of paper machine clothing and products and services. The..
Contracted by a US Air Force armament center, this Warner & Swasey lathe retrofit solutions utilized a Fanuc 0i-TC control and included: - New servo..
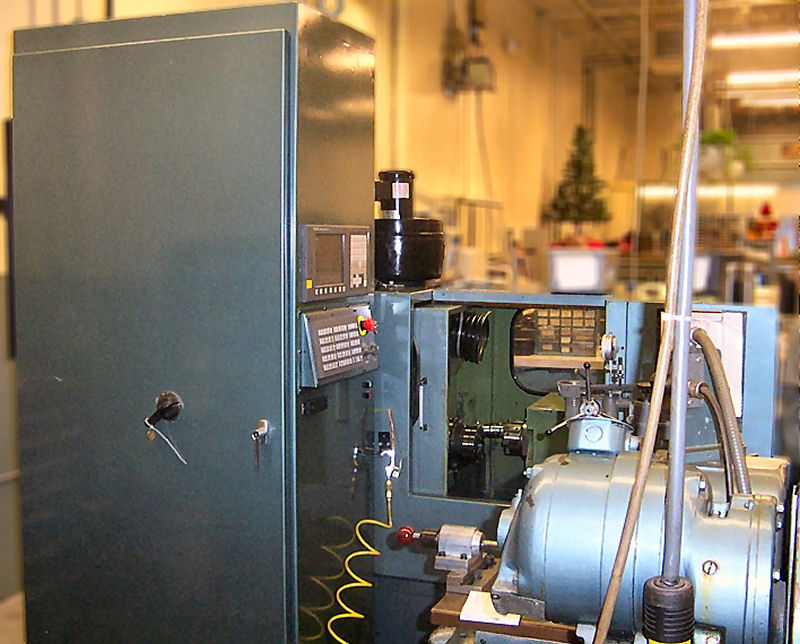
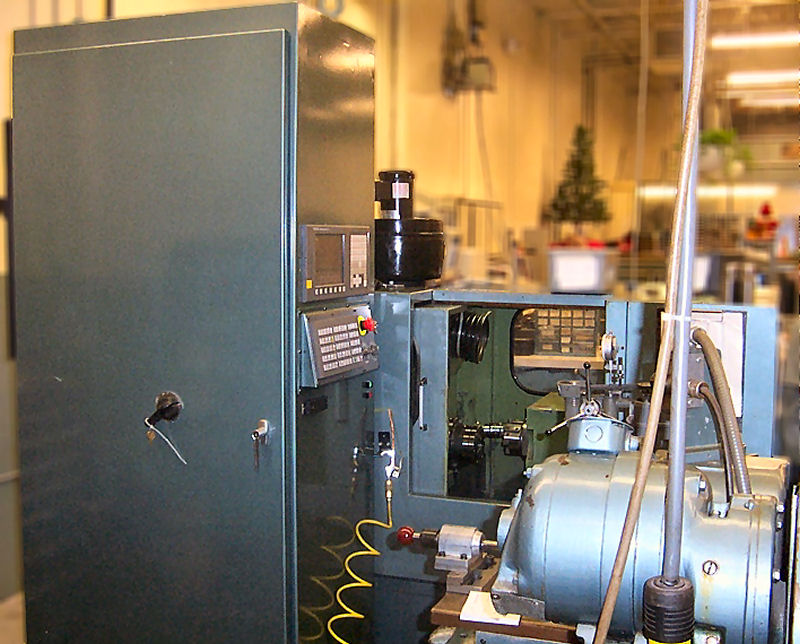
The Wera RM-60 Lathe was retrofitted for a leading manufacturer of fluid power system components. The operator's panel was mounted on the electrical..

Utilizing a Fanuc 0i-MF control, this Anayak 5-Axes VMC was retrofitted for a rotary cutting and sheet handling equipment manufacturer. The retrofit..
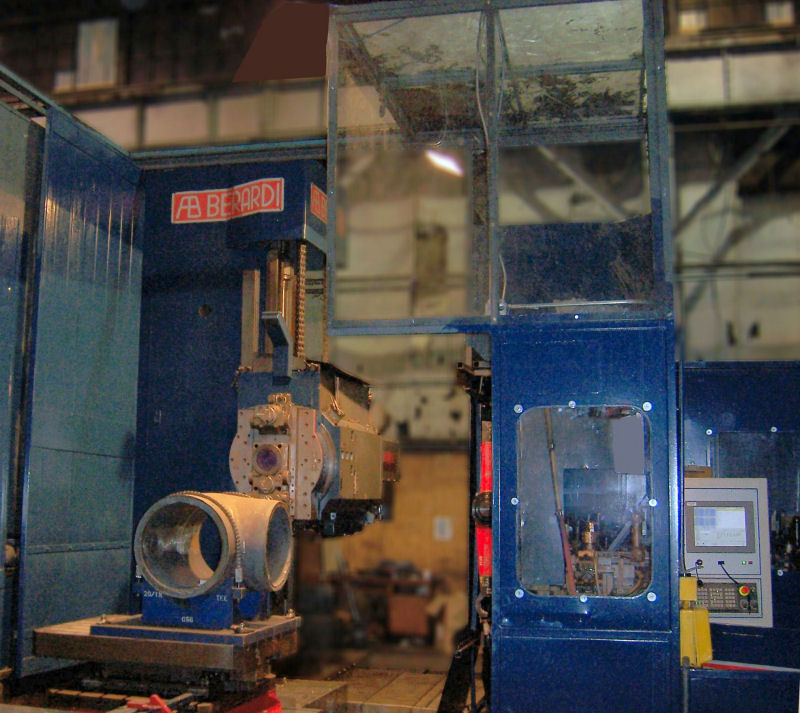
The retrofit of this Berardi Mill utilized a Fanuc 16i-TB control for horizontal and vertical machining associated with valve manufacturing. The..

Utilizing a Fanuc 0i-MD control, this BostoMatic 400 VMC was retrofitted for a large automotive industry supplier. The retrofit solution included: -..

Utilizing a Fanuc 0i-MD control, this Burgmaster T-330L Mill is retrofitted for a structural and specialty steel fabricator. The retrofit solution..
The retrofit of three (3) Cincinnati 4 Spindle Drill Routers, for a major aerospace manufacturer, consisted of a Fanuc 31i-A5M control and: - New 6..

The machine control was further enhanced with Open Vision HMI. A system designed to 'Open' the accessability of the Fanuc control.

This was a system that was further enhanced through the implementation of Open Vision HMI. A proprietary interface that CNC Engineering has developed..

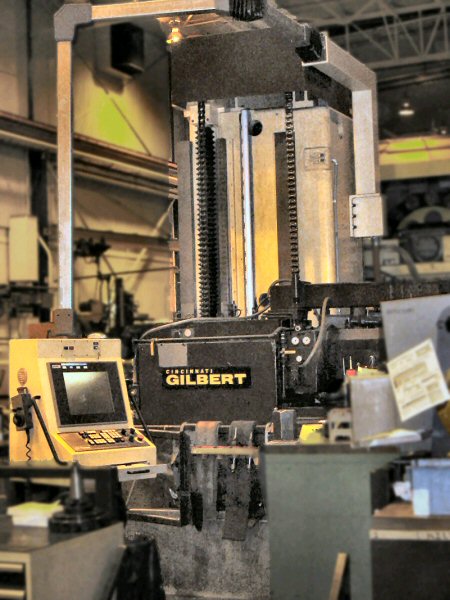
This Cincinnati Gilbert was retrofitted with a new FANUC CNC Retrofit system, designed by CNC Engineering, Inc.

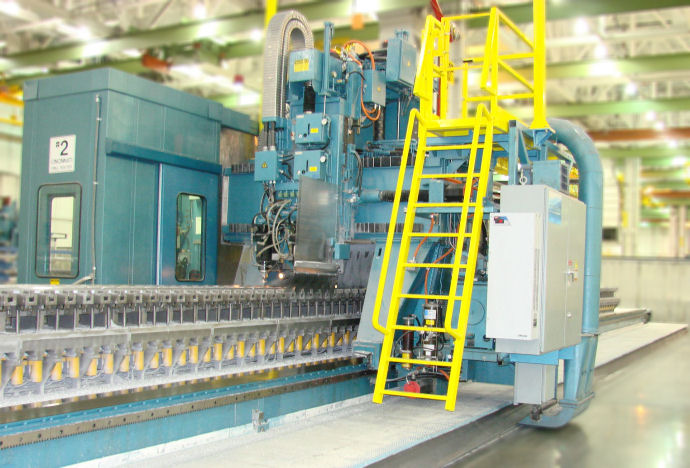
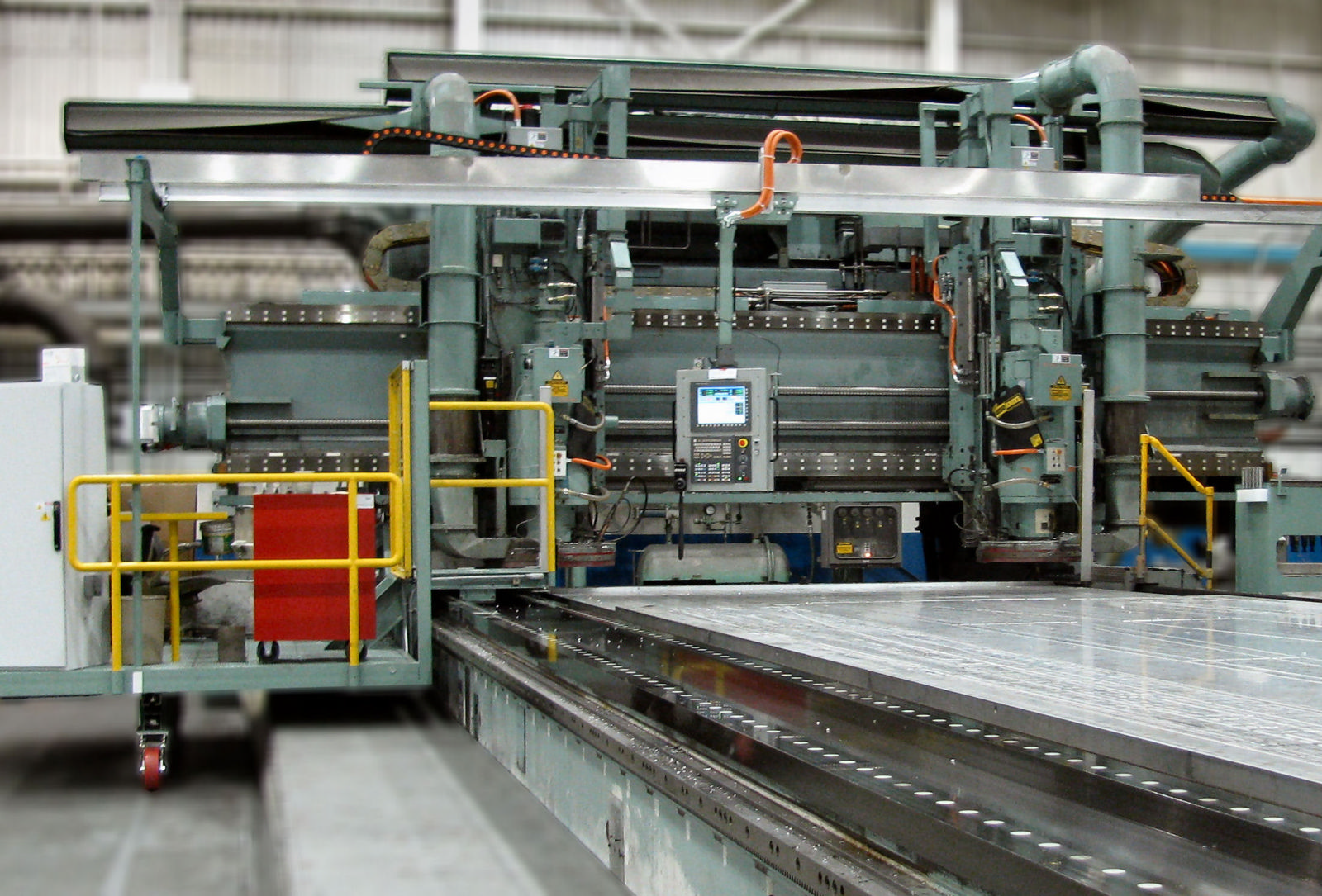
Utilizing a Fanuc 30i-AM control, eight (8) 150' long Cincinnati Skin Mills were retrofitted for the world's leading aerospace company. The retrofit..

The retrofit of this Devlieg JMC 430R 6-axes machining center was contracted by a large Job Shop. The solution utilized a Fanuc 16i-MB control and..

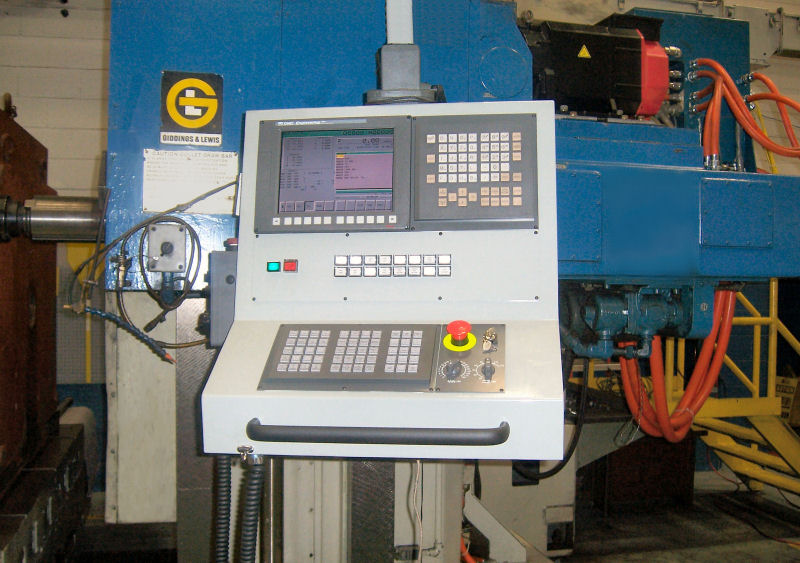
Utilizing a Fanuc 0i-MD control, this Giddings & Lewis PC-50 machining center was retrofitted for forest products industry equipment manufacturer...

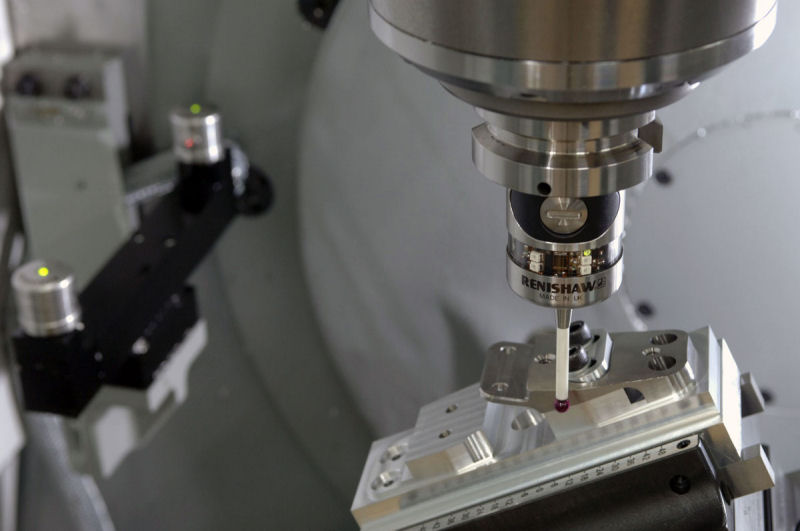
The upgrade of this large 5 axes machine included new glass scales for the X, Y and W axes as well as a radio transmission probe system.

Utilizing Fanuc 0i-MD controls, two (2) G&L 8-inch HMCs were retrofitted for a machine shop in Massachusetts. The retrofit solution included: - New..

Utilizing a Fanuc 0i-MD control, this Giddings & Lewis MC50 machining center was retrofitted for a large contract manufacturer in New York. The..

This was a large 4-axis machine with dual tandem axis servomotors for the X-axis (shown beneath orange operator platform) and a large 4 position..

Utilizing a Fanuc 0i-MC control, this Giddings & Lewis PC-50 machining center was retrofitted for a manufacturer of pumps, valves and cyclones for..

Utilizing a Fanuc 0i-MD control, this Hilyer-Kingsbury Machining Center was retrofitted for a Northeast contract manufacturer. The retrofit solution..

Utilizing a Fanuc 18i-MB control, this 4 axis Ingersoll machining center is retrofitted for a rolling mill equipment OEM. The retrofit solution..

This 5 axis MilwaukeeMatic retrofit project utilized a Fanuc 18i-MB control and included: - New servomotors - New spindle system - The existing tool..

This 19 axes Kolb machining center tied together three FANUC controls, probing, a robotic tool loader, custom software, tool racks, tool changers and..

Utilizing a Fanuc 0i-MD control, this P&W Viking 96M20 Machining Center was retrofitted for a local precision manufacturer. The retrofit solution..

This was a 7 axis machine that was further enhanced through the implementation of Open Vision Mill/Turn

Utilizing a Fanuc 31i-AM control, a PaR MR125 Gantry Mill was retrofitted for the world's largest manufacturer of pleasure boats. The retrofit..

Utilizing a Fanuc 0i-MF control, this Toshiba BTD 5-Axes machining center was retrofitted for an industrial roll manufacturer and machine shop. The..

This machine was designed and built by our customer. We added the control, including a servo axis tool changer and tool setting probes.
This was a turnkey project were we rebuilt and retrofitted the machine. A new coolant system was added. Macro part programs were developed by us and..

The machine below was rebuilt by one of our RIP partners, as well as the installation and startup on the retrofit package. To date CNC Engineering..

This Hojo Chamfering Machine was retrofitted with a FANUC 21i-MA CNC system, designed by CNC Engineering, Inc.

This retrofit solution was for a manufacturer of meat processing machinery. The project started with the integration of a Fanuc Powermate i-H..

The retrofit solutions included interfacing to the existing robot loading systems by providing the same handshakes used before the retrofit.

CNC Engineering completed the retrofit of a second Automated Floor Drilling Equipment (AFDE) machine for one of the world's leading aerospace..
This retrofit solution, for a high precision components manufacturer, consisted of a Fanuc Powermate i-D control system. The solution included a new..

CNC Engineering completed a cell system, utilizing a heavy payload Fanuc Robotics arm, two VTL's, one machining center and an automated balance..

Utilizing a Fanuc 35i-B control, this 5-axes Technidrill Gundrill was retrofitted for a leading manufacturer of underground construction equipment.
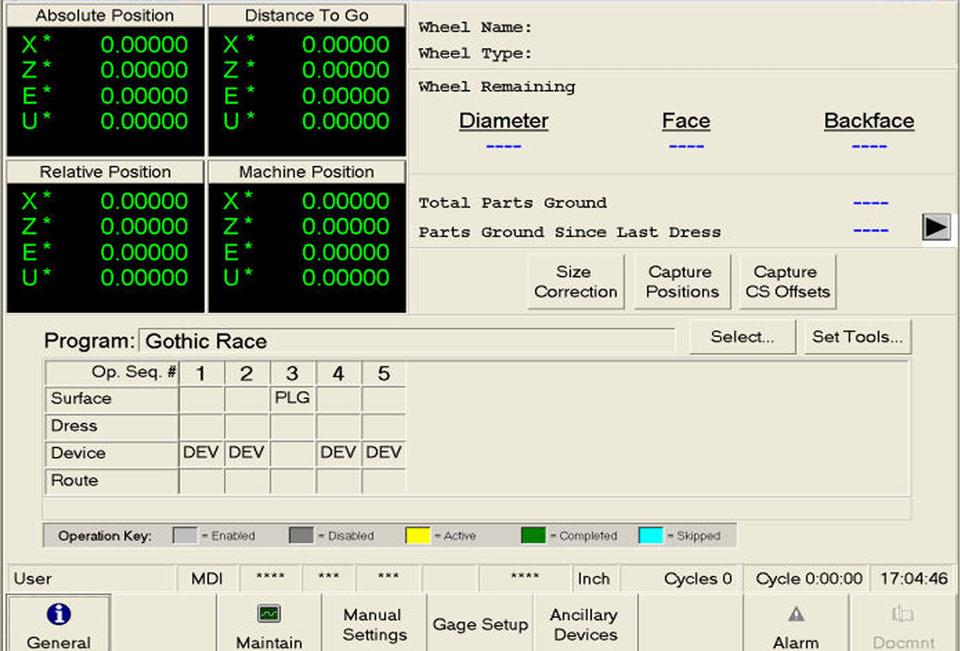
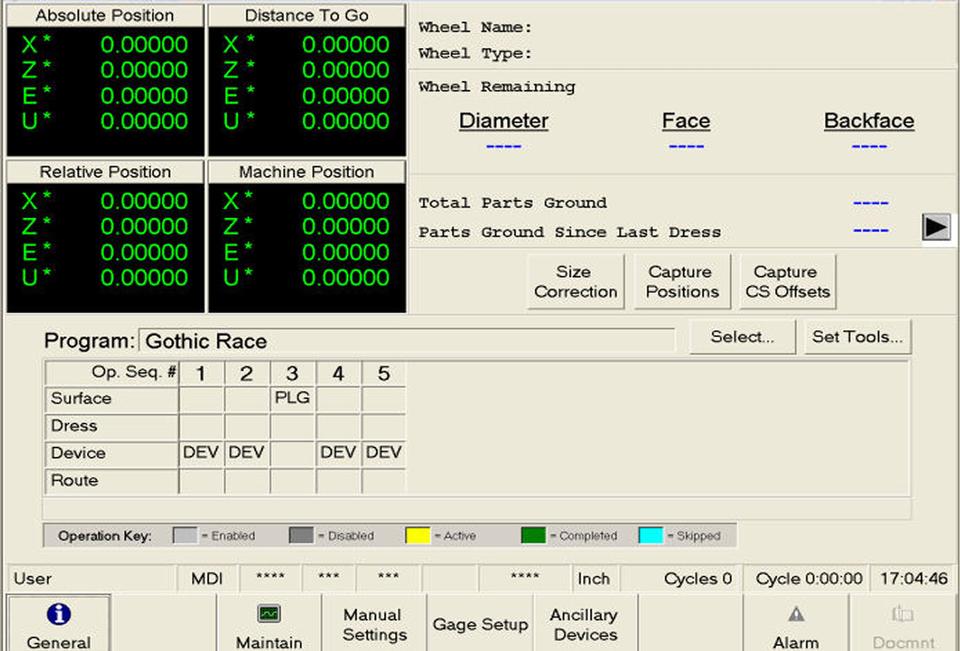
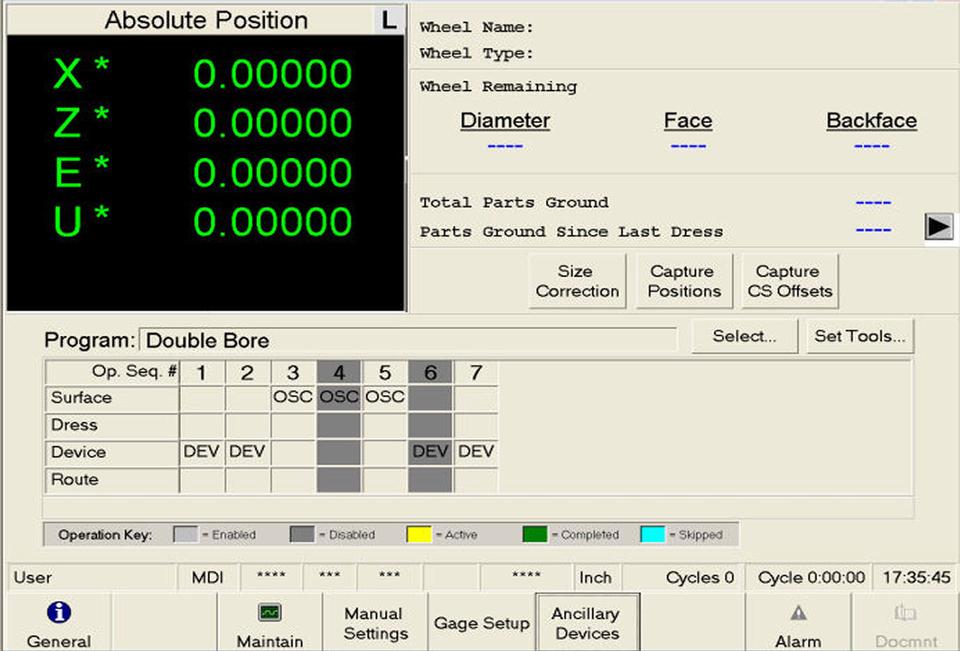
A grind specific run screen has been developed providing operator information specific to the part program(s) being executed. The screen has been..
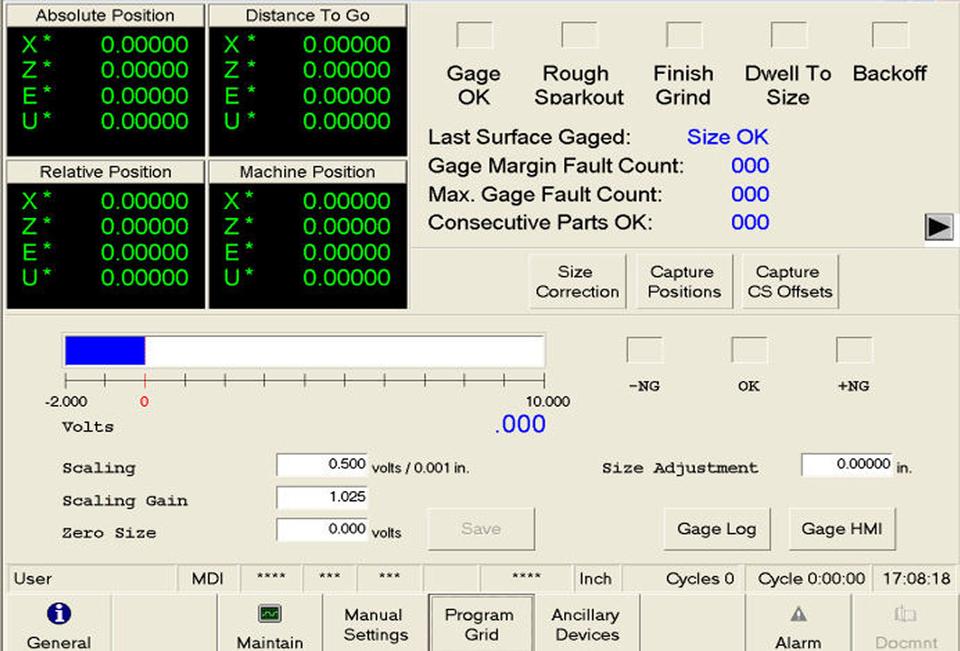
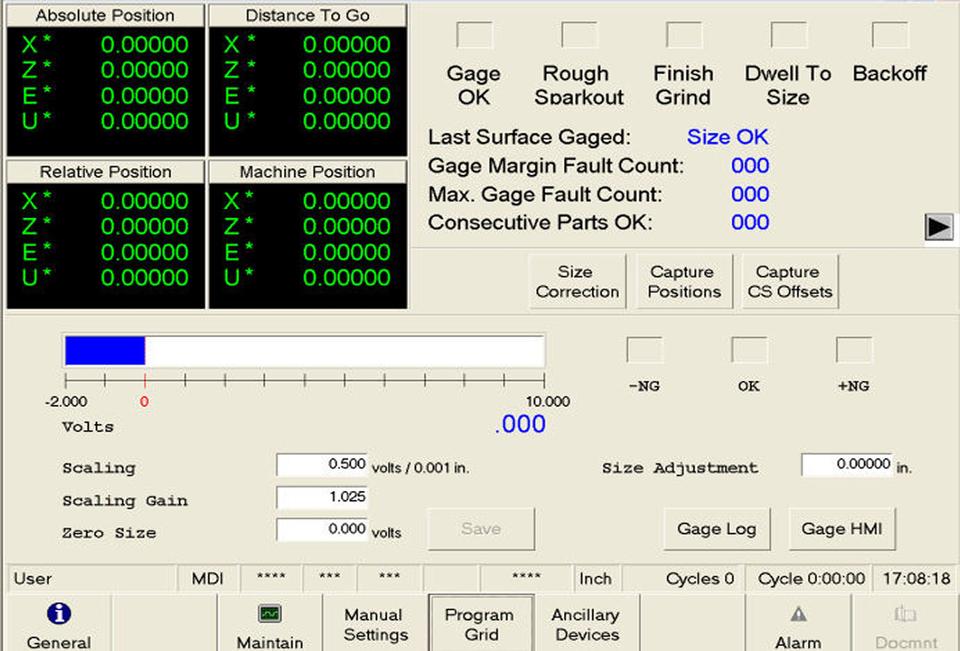
Example of accessing an alternate configuration of the standard run screen, we display and interface to both discrete and analog gage platforms. The..
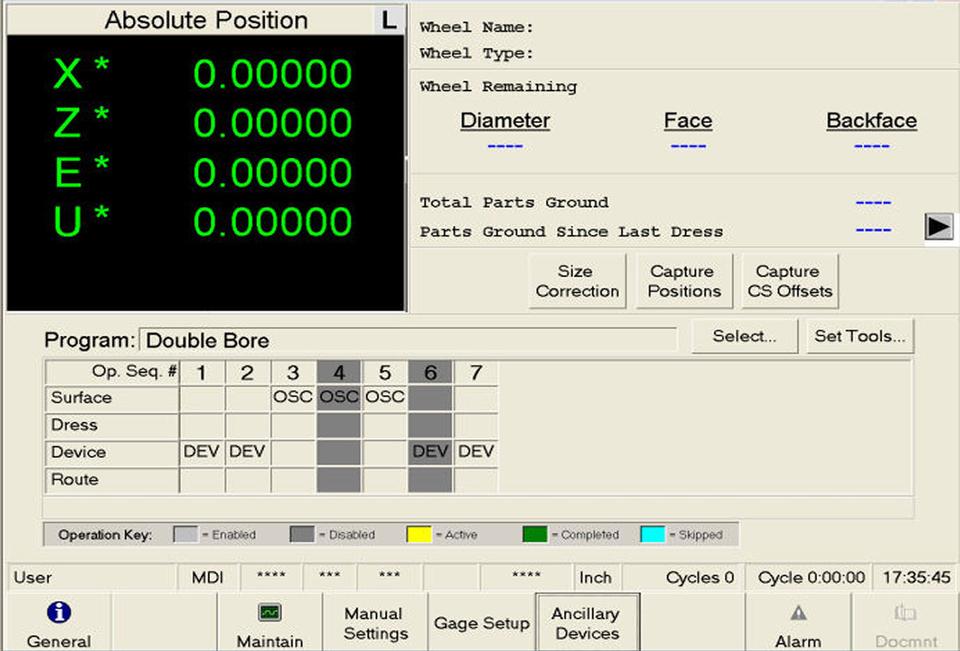
By highlighting the surface or operation you wish to skip setting the machine up to do regrinding takes seconds. Once complete touch the surface..
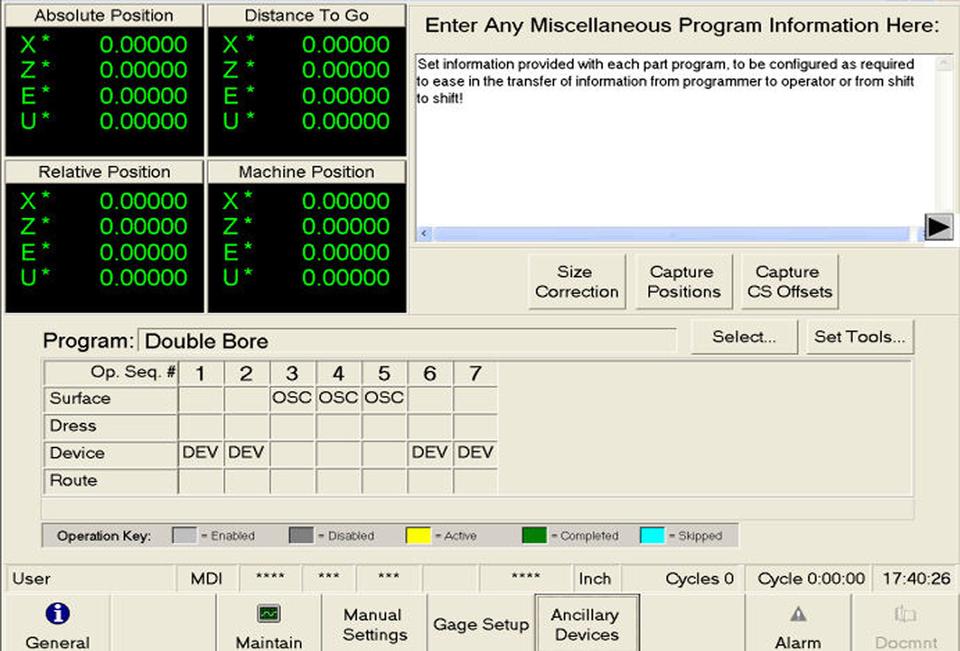
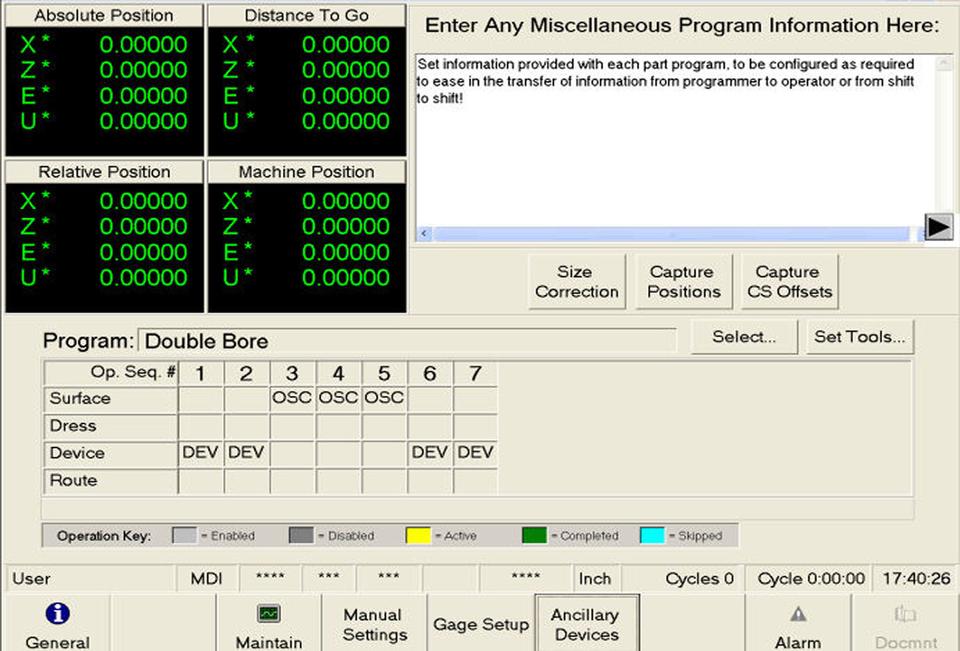
A notes pad has been implemented within the grind software package; within each part program information can be transferred for setup ease or just..
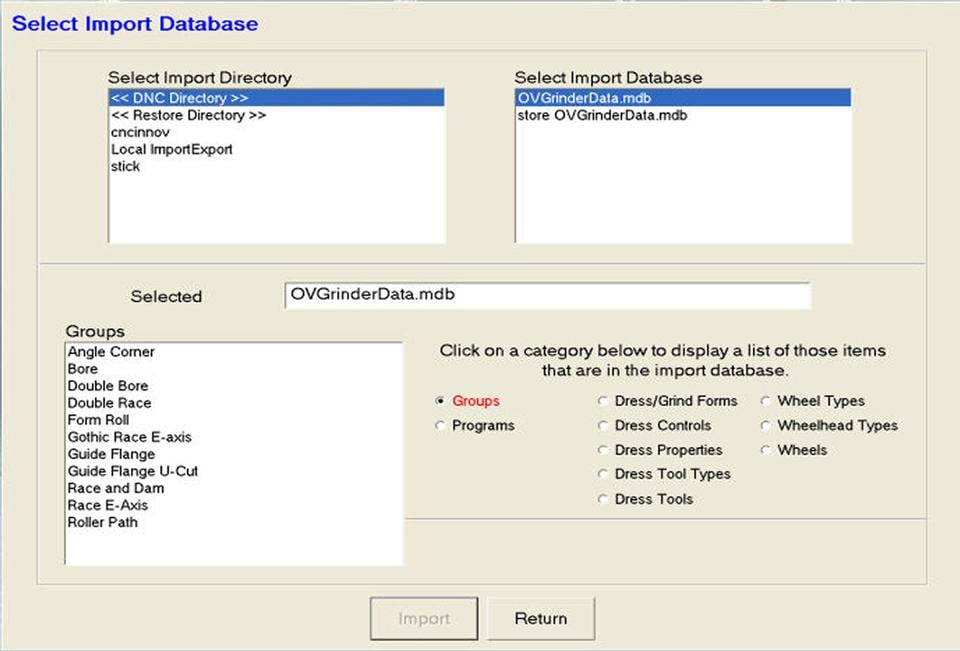
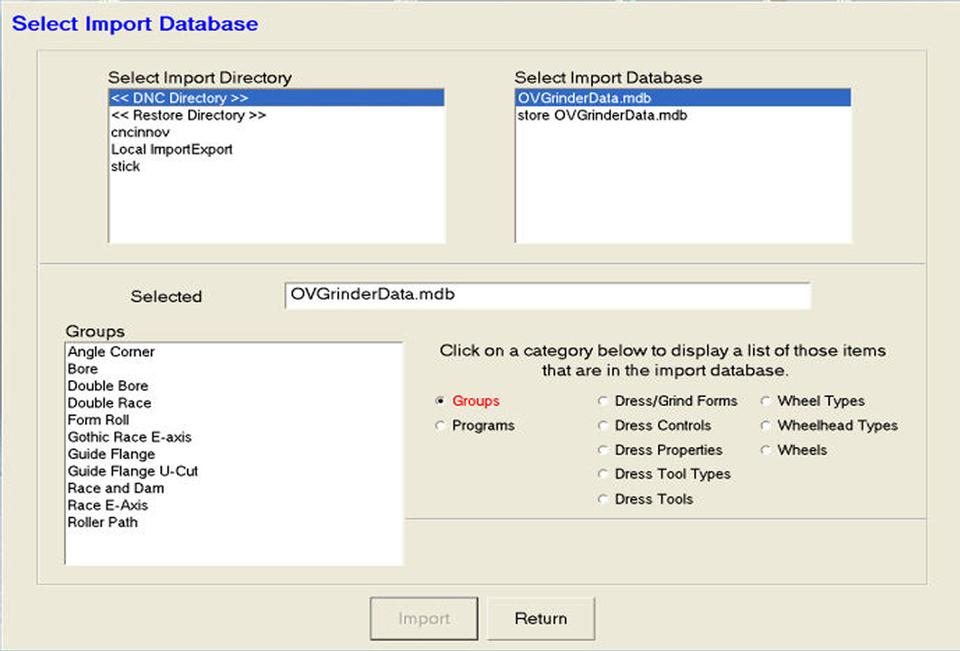
Allows data base access, this window is where all program information is developed and stored, the copy and paste feature within the control allows..
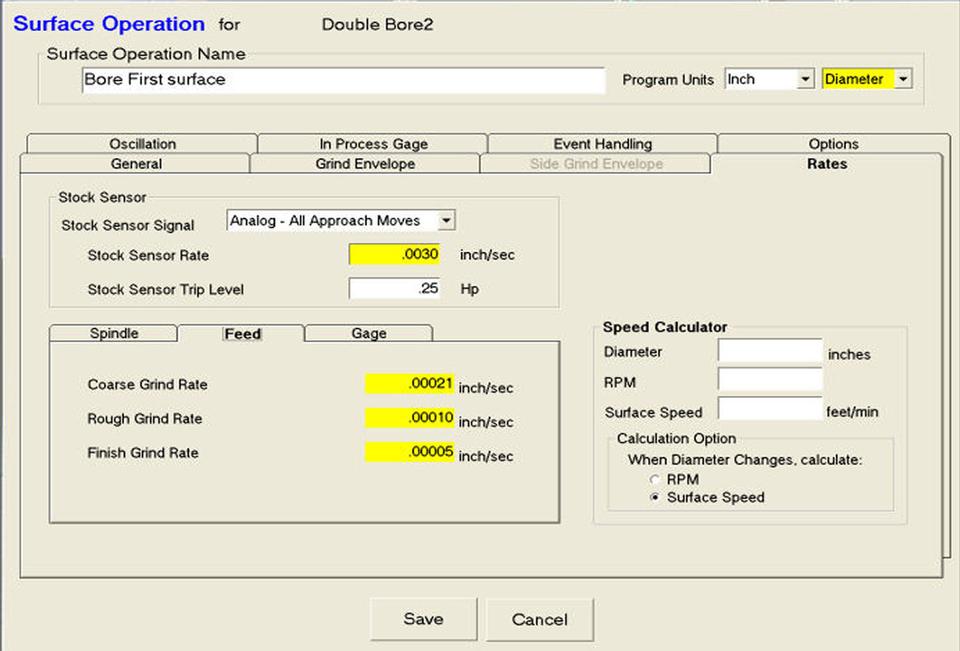
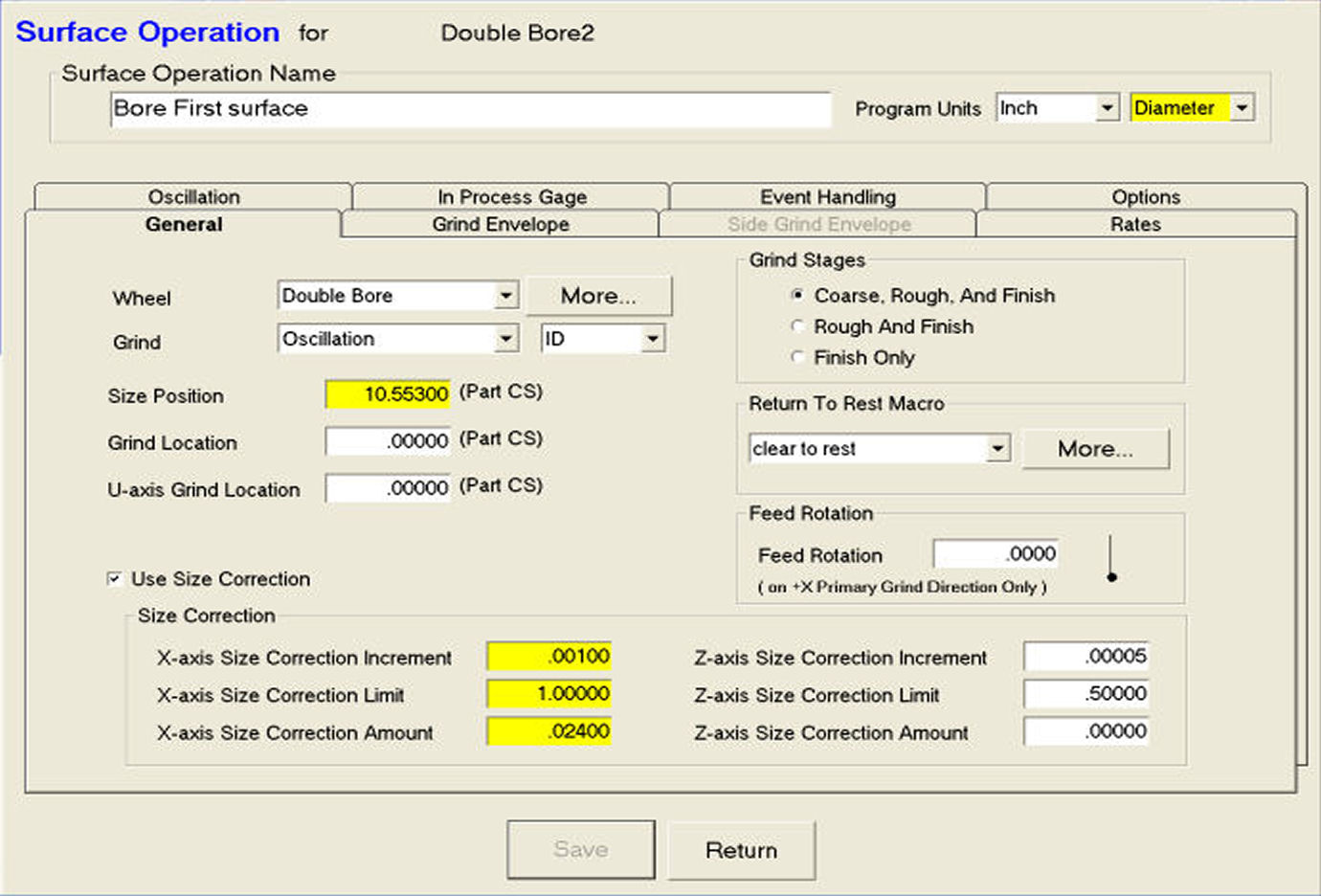
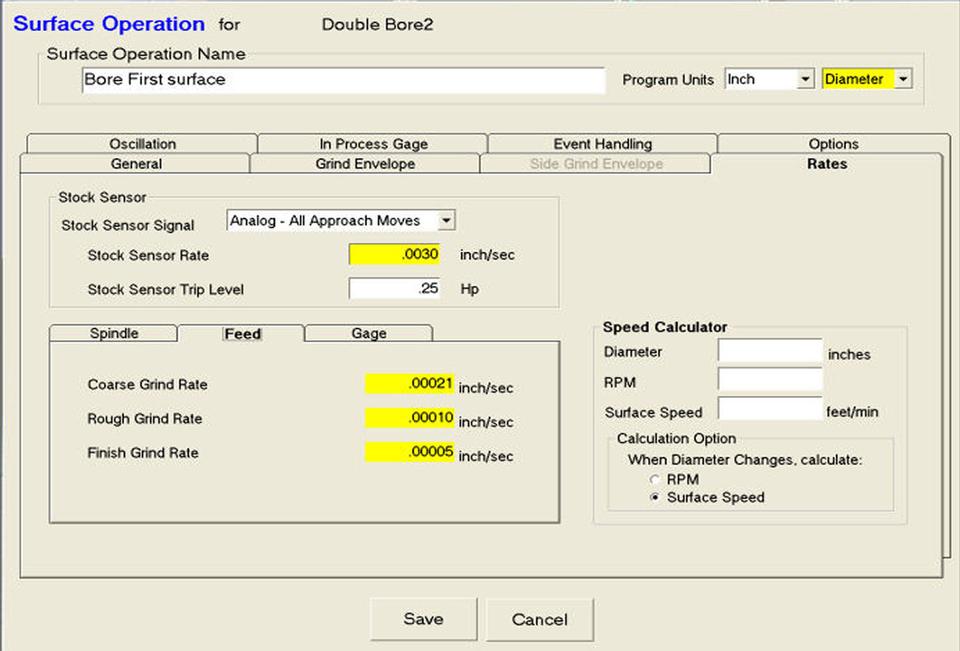
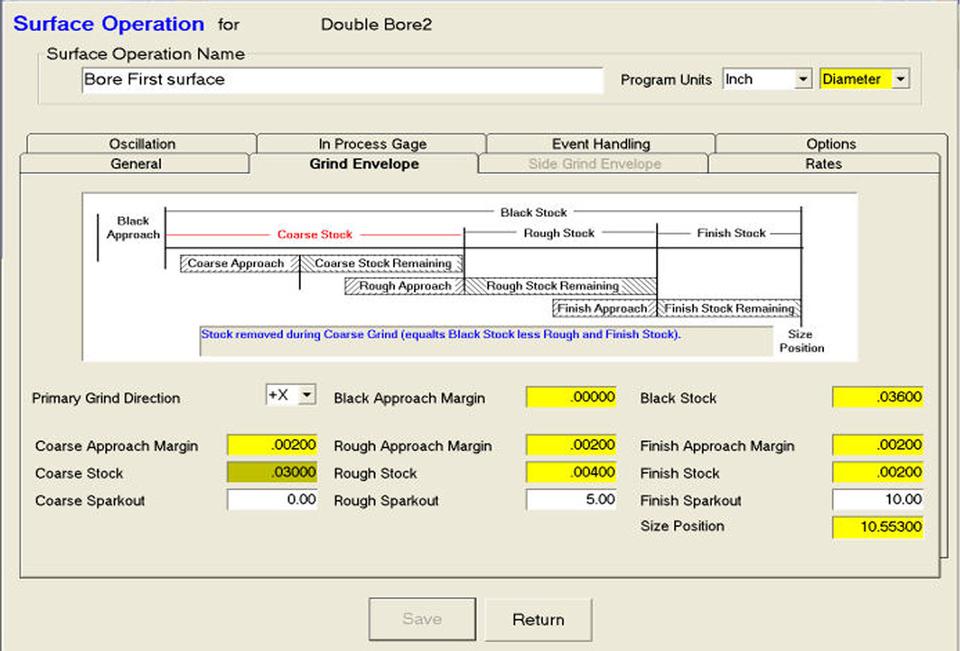
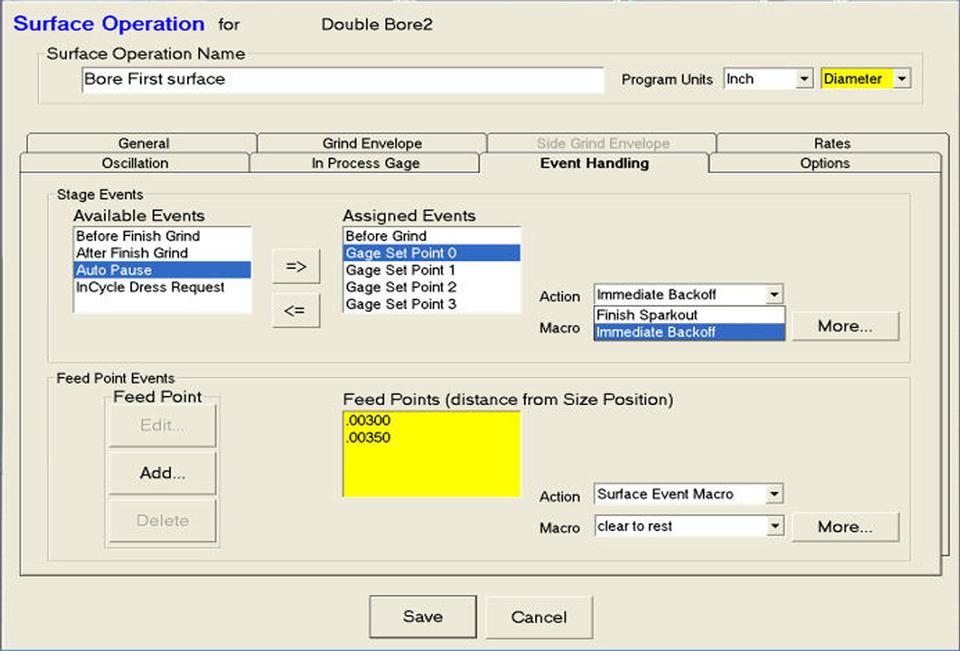
Tab that allows the setup of all feed rates for each part program; notice the color coding (yellow) for all data that is sensitive to the..
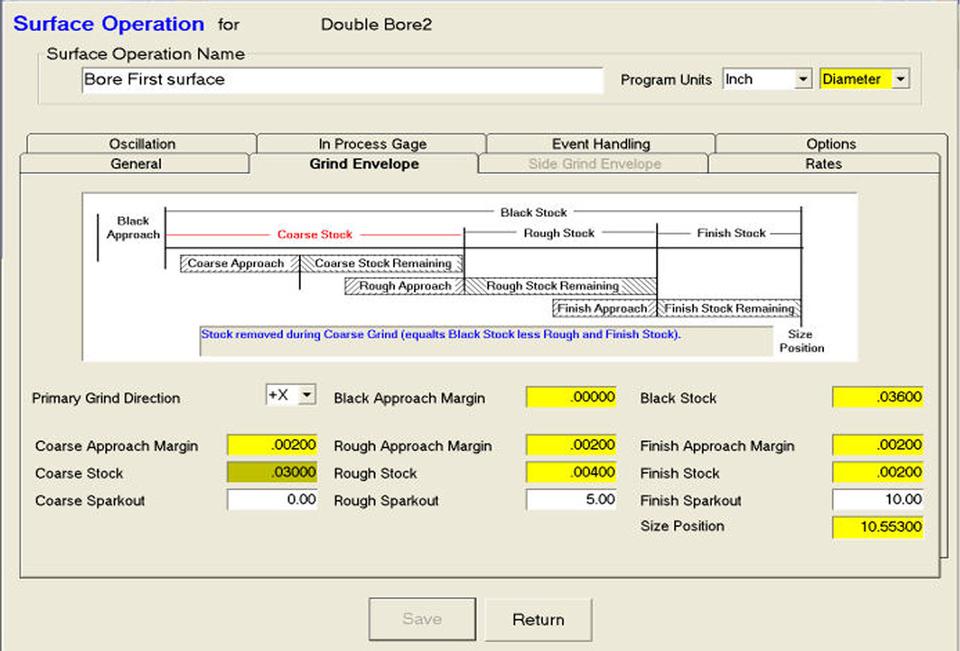
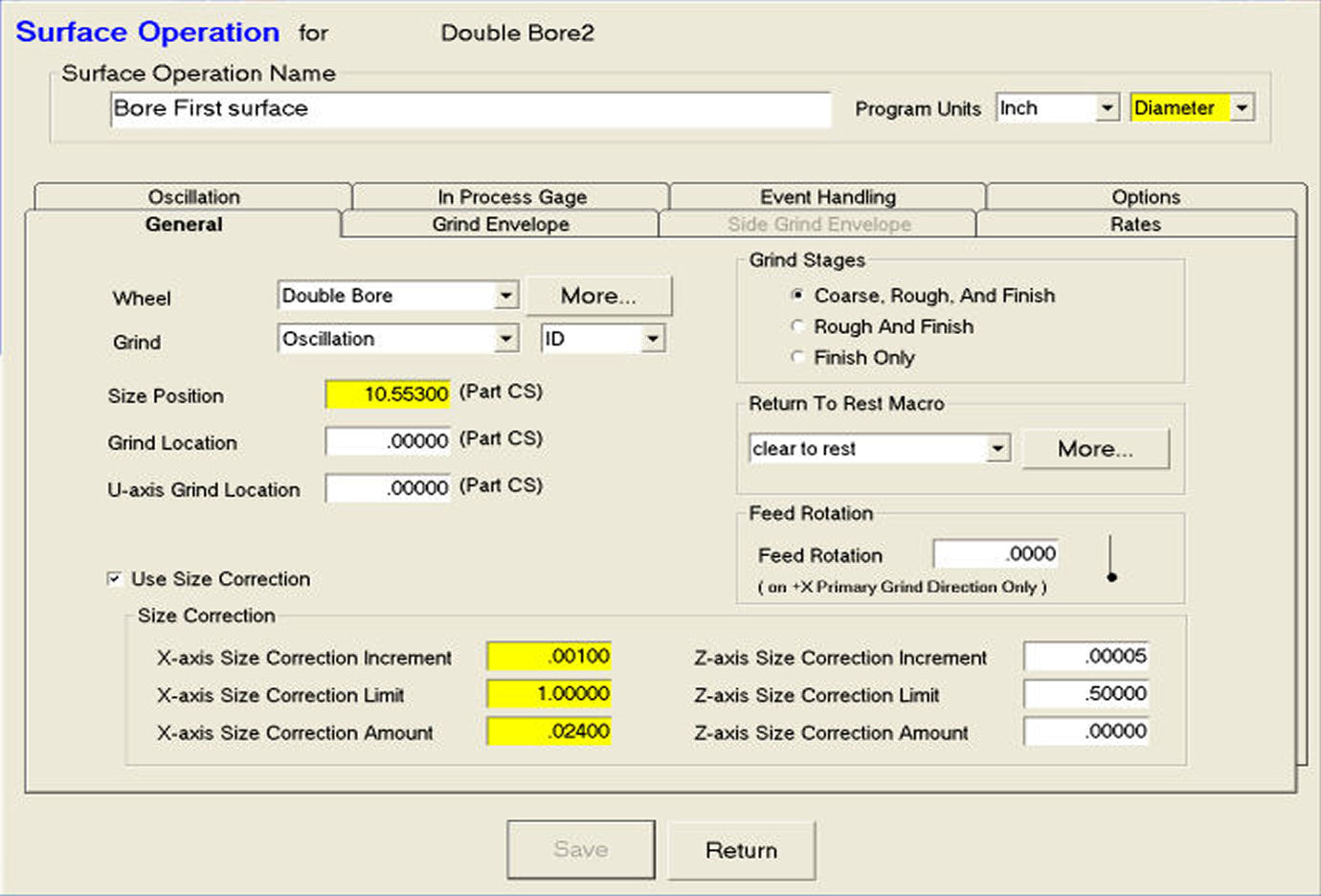
Visual display of each grind surface with descriptive aids for entering grind specific data.
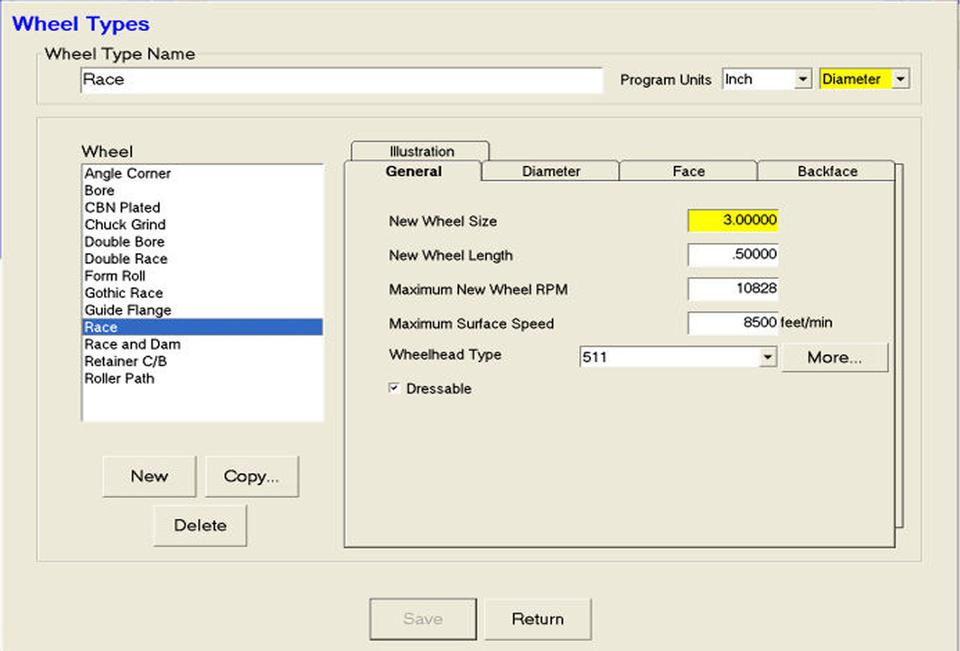
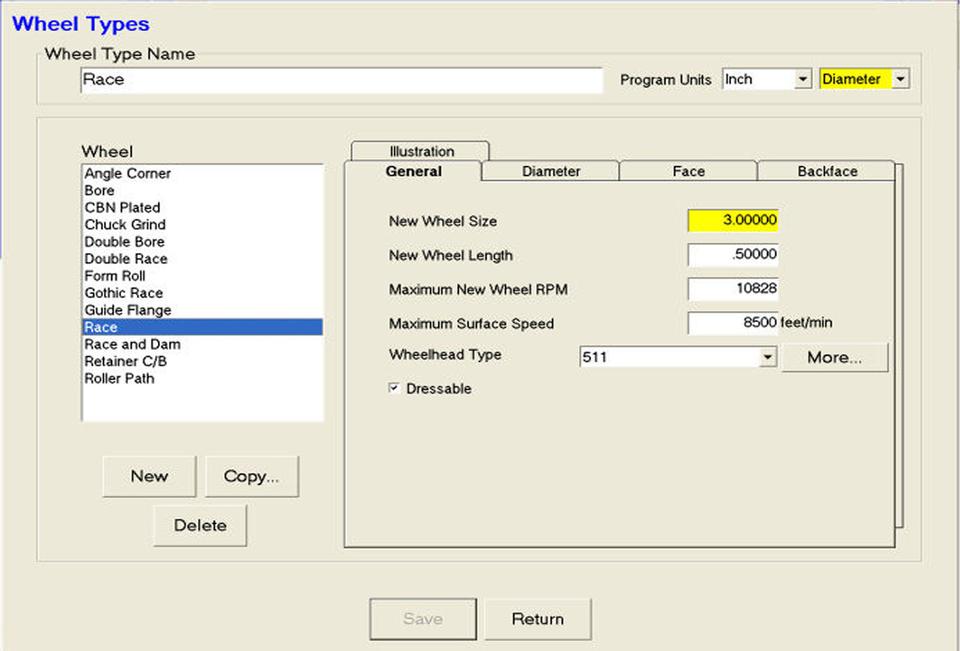
Each wheel type has a unique data base created and allows tracking of diameter, face and back face information. This method of tracking allows easy..
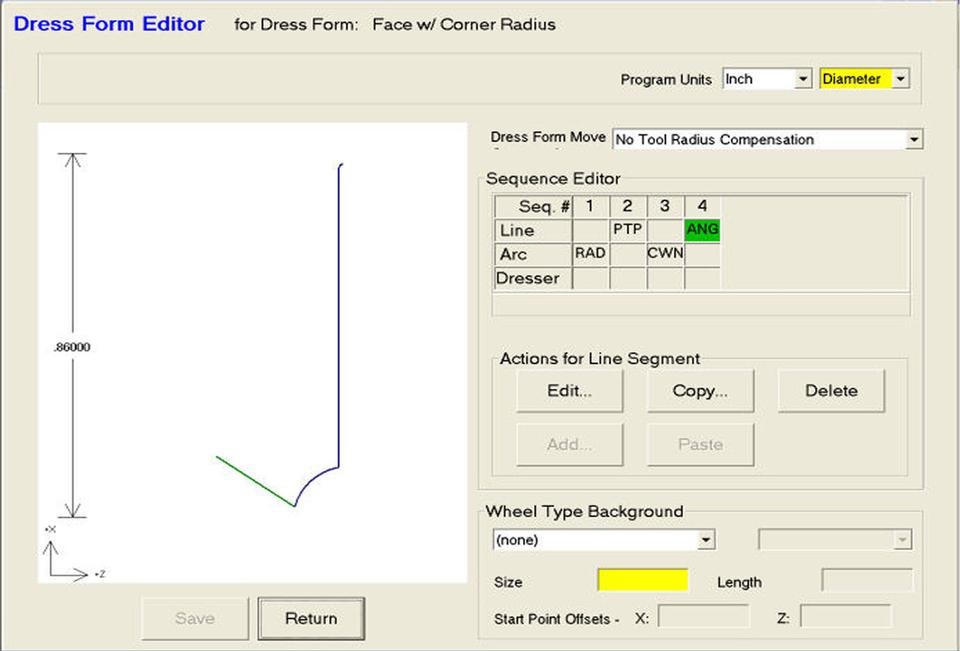
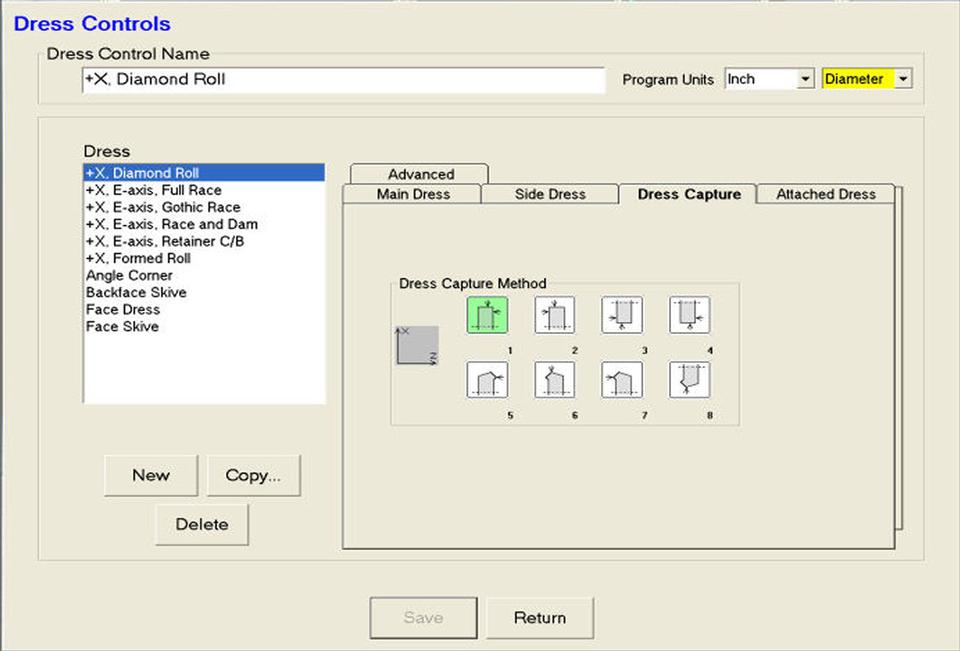
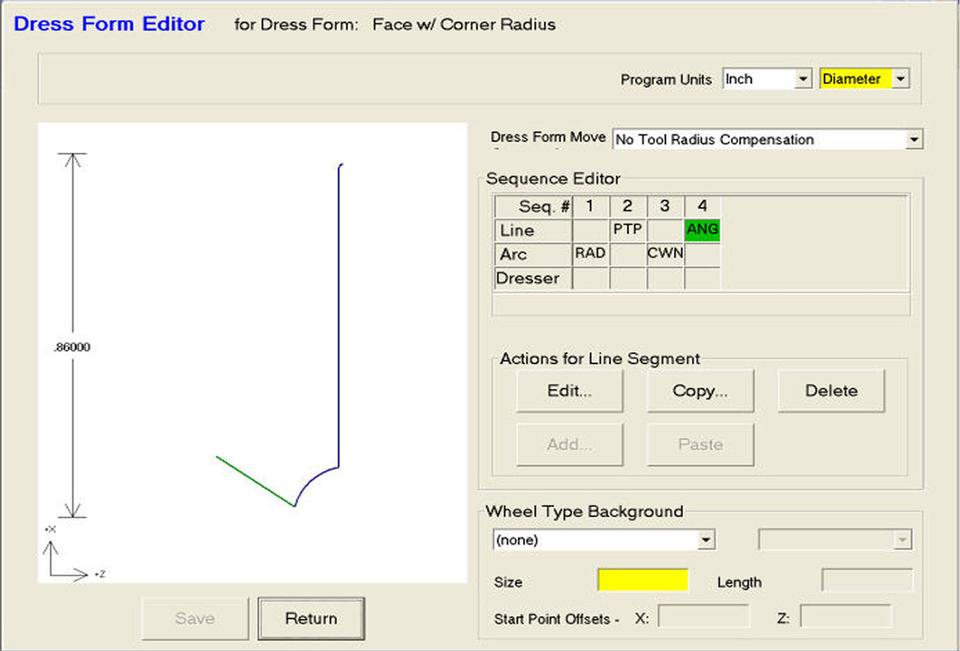
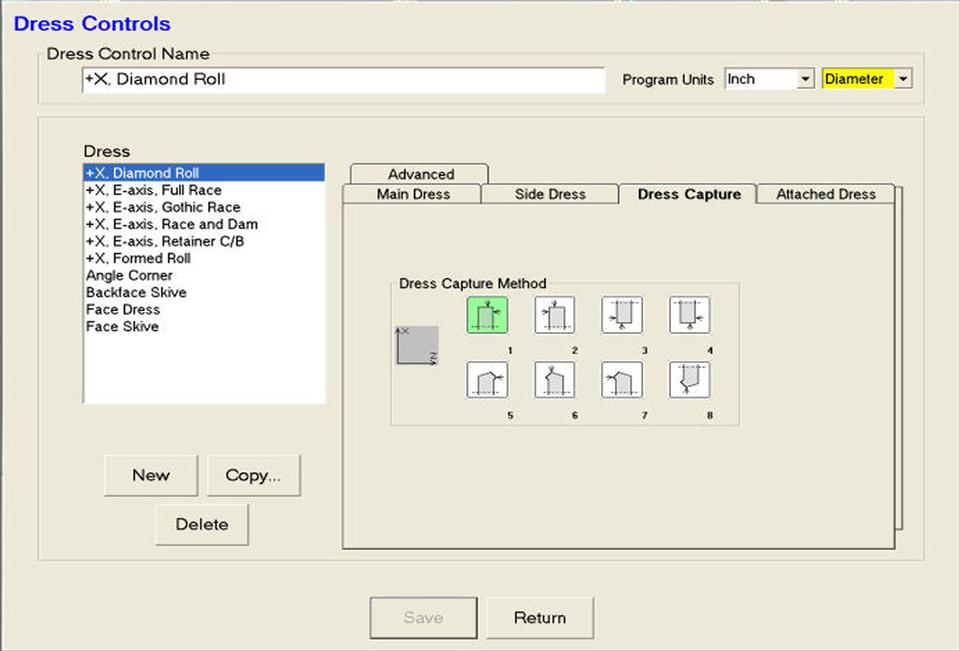
Mini Cad package has been developed to allow ease in programming of all dress configurations required for your applications. There is no limit to the..
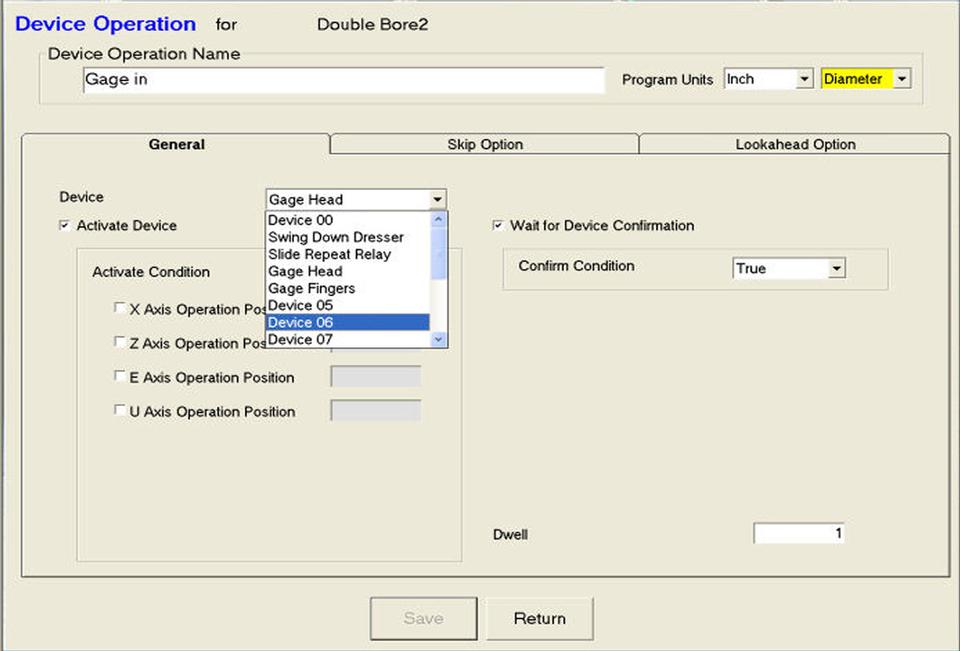
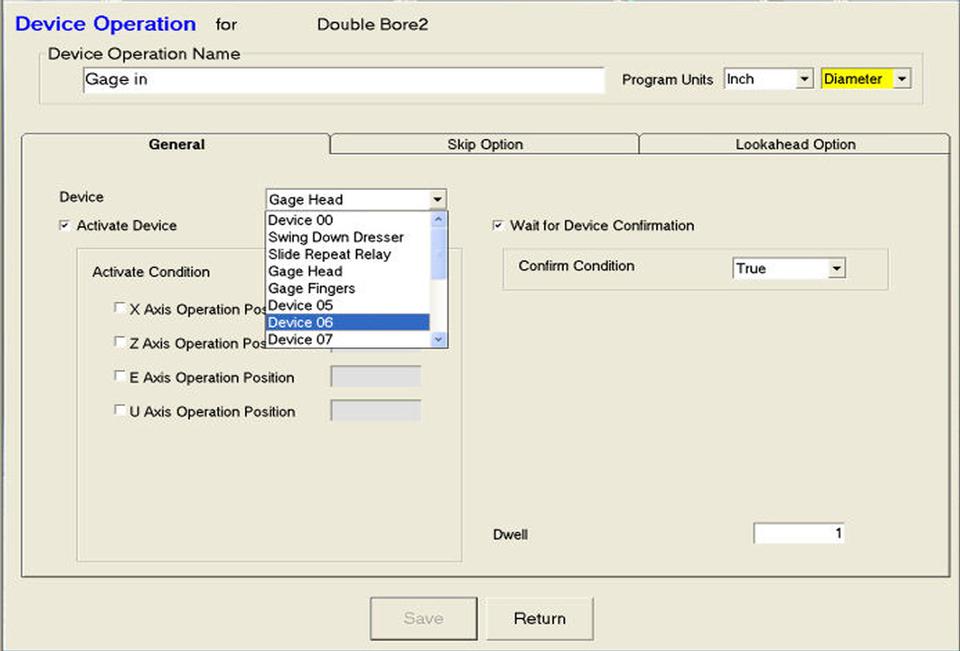
Devices are configured per the application and we allow them to be easily integrated within the part program they are inserted and than are linked to..
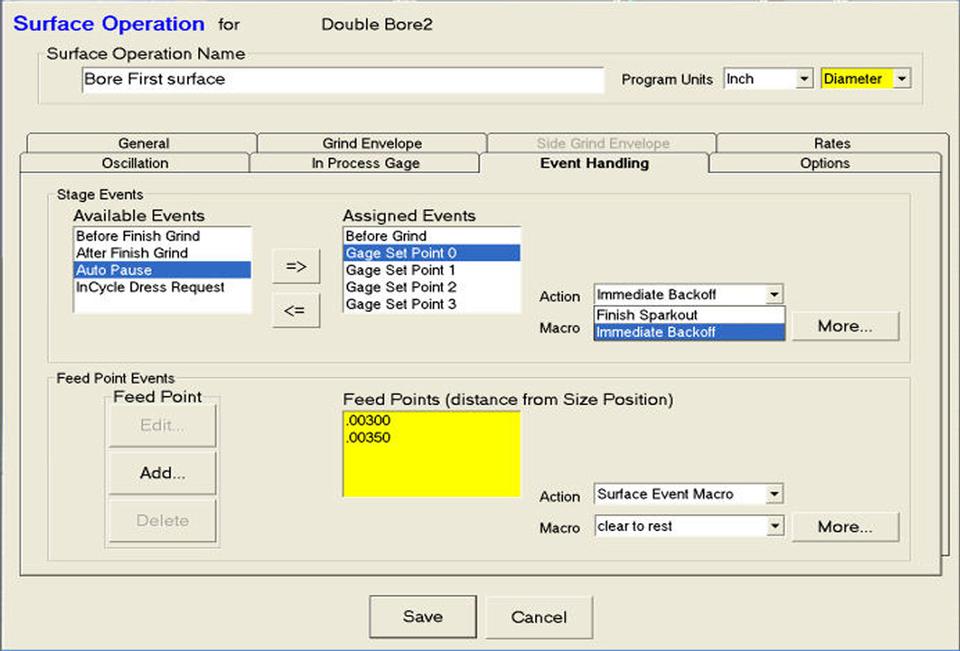
We allow the programmer to customize his cycles per the application, we provide a list of available events and they can elect to use or not use them..
Setup screen that is used to show the relative position of the dressing tools in relationship to the wheel(s) this allows the software to make the..
With every system provided we supply an offline programming package that runs on a Windows based PC, the screen displayed allows a programmer to..
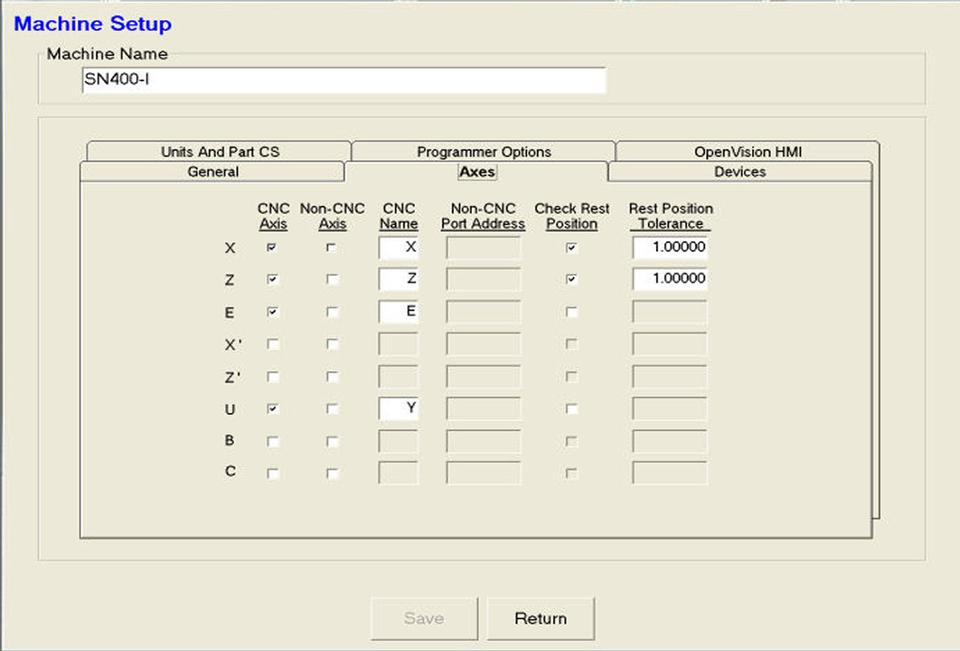
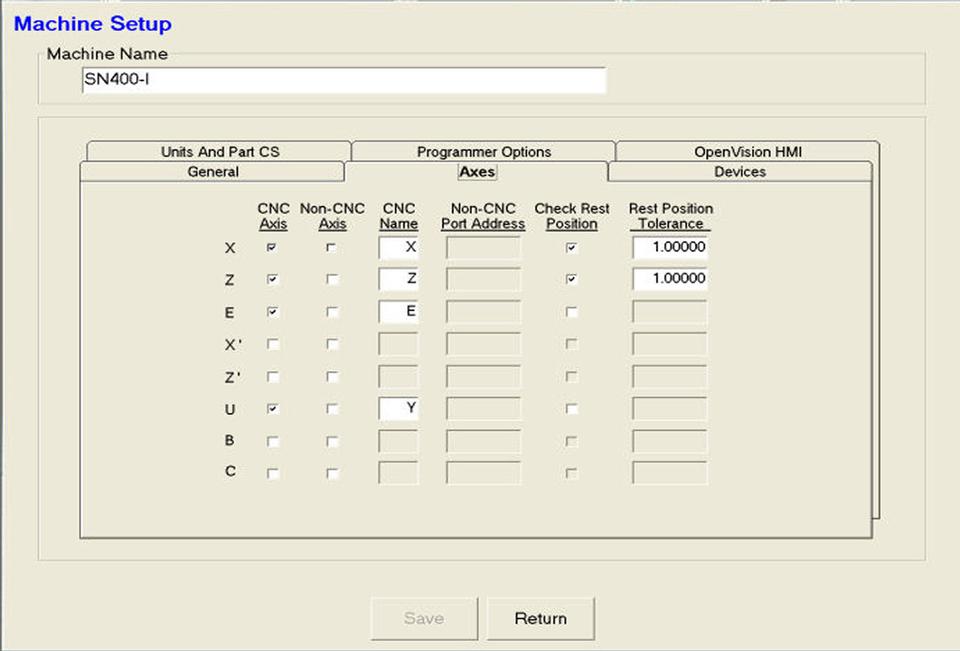
Allows the offline programming package be configured for each machine type supported, this section allows features that are needed to be..
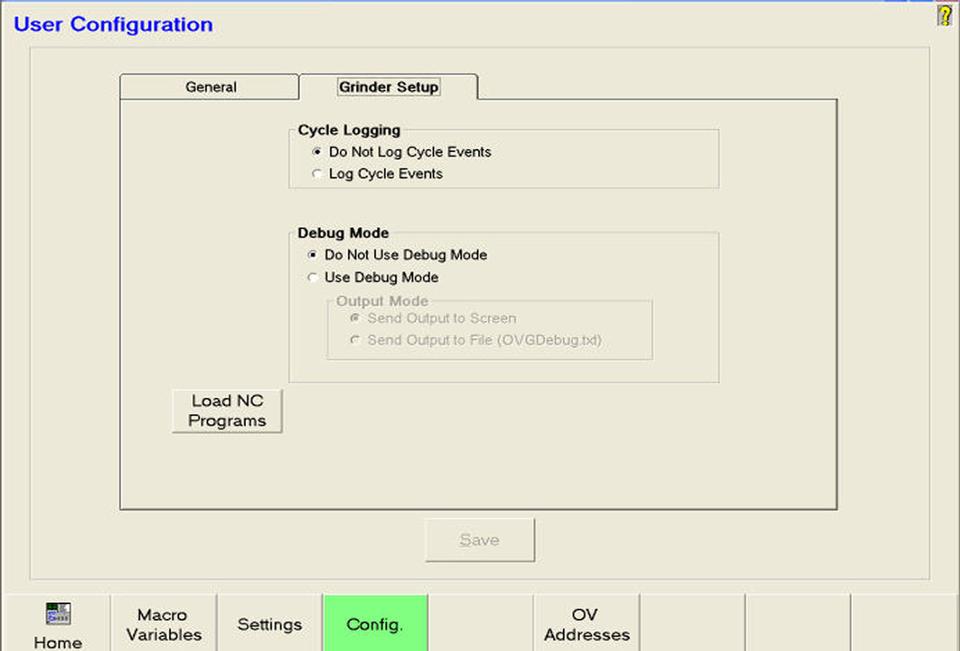
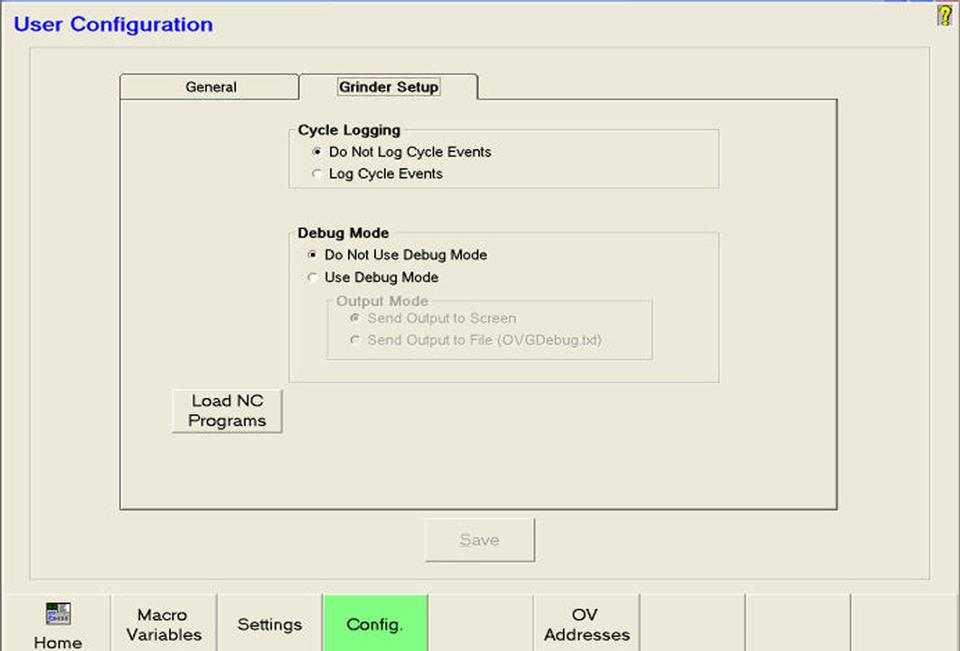
We provide a number of debug and process monitoring options to be utilized with each package such as a cycle logging. If cycle logging is enabled in..
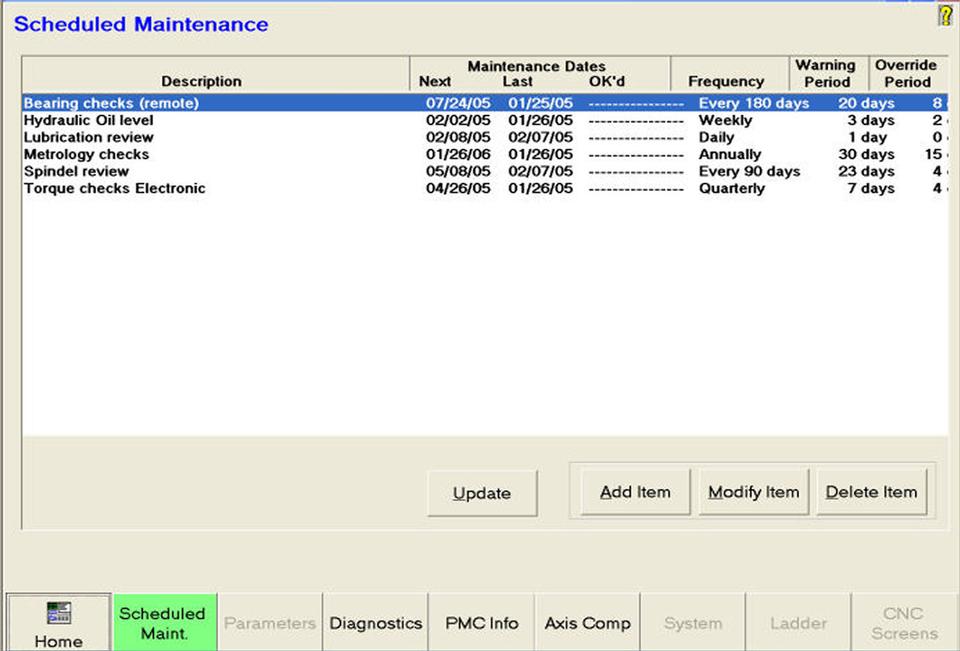
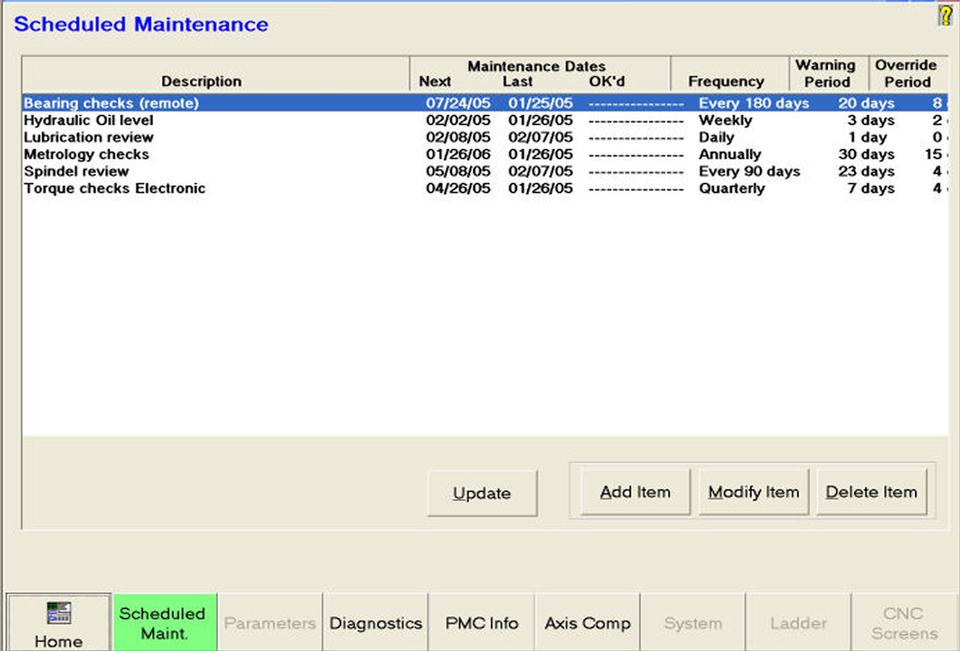
Within each system we provide a configurable Preventative Maintenance scheduler that can be configured as desired. Each event is programmed to allow..
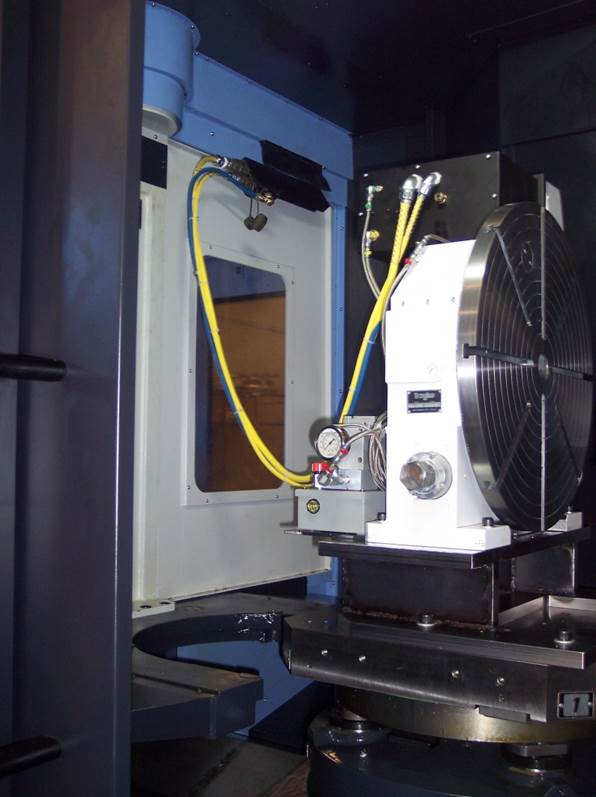
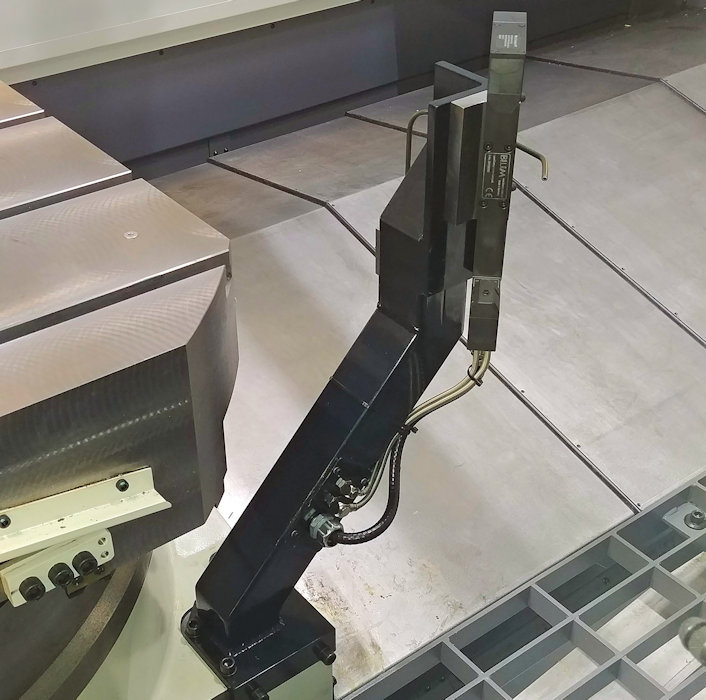
Tsudakoma RNCV-120IL -- FANUC 18i-MB -- 5th axis interface solution including a Heidenhain ROB 886 rotary encoder and hydraulic controls for rotary..

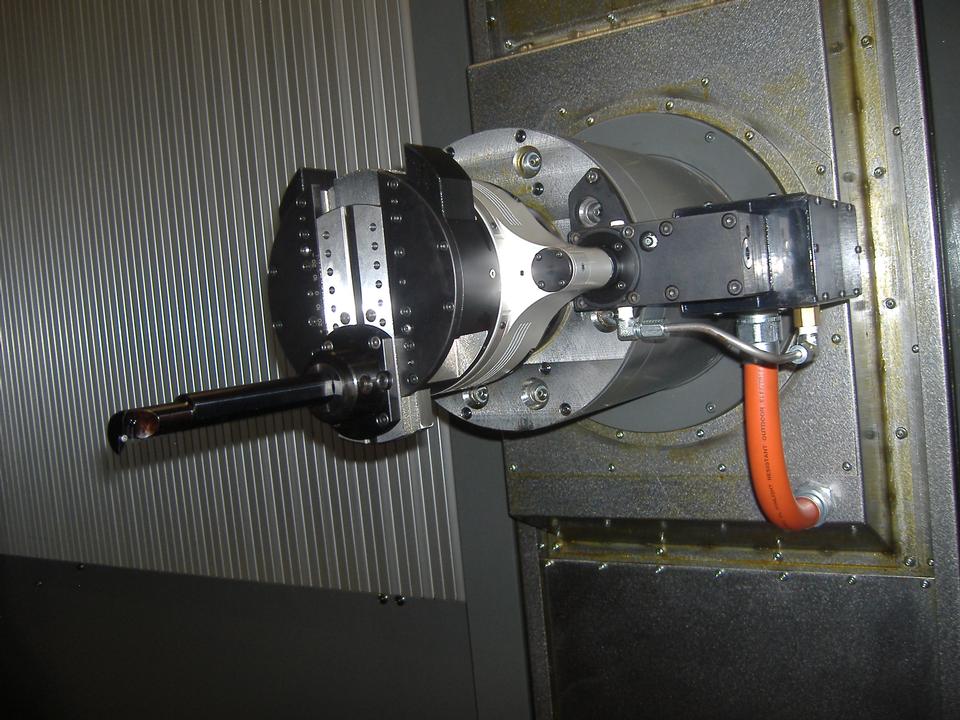
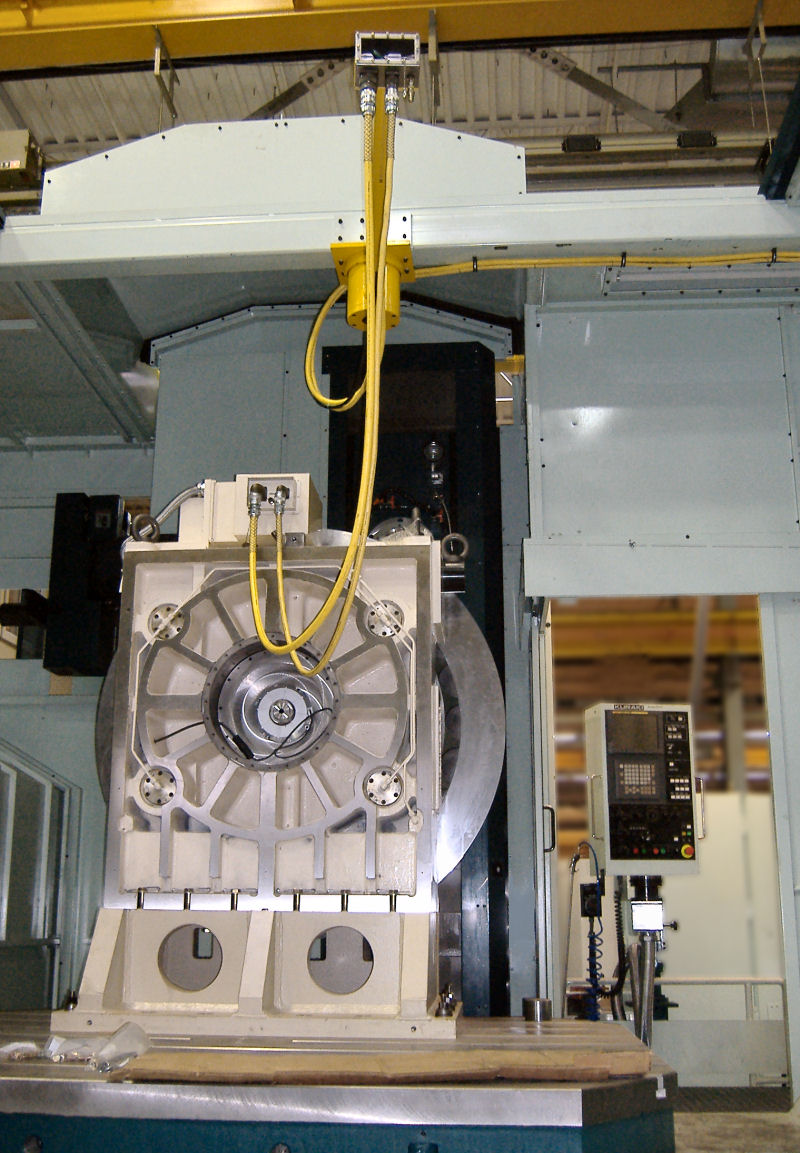
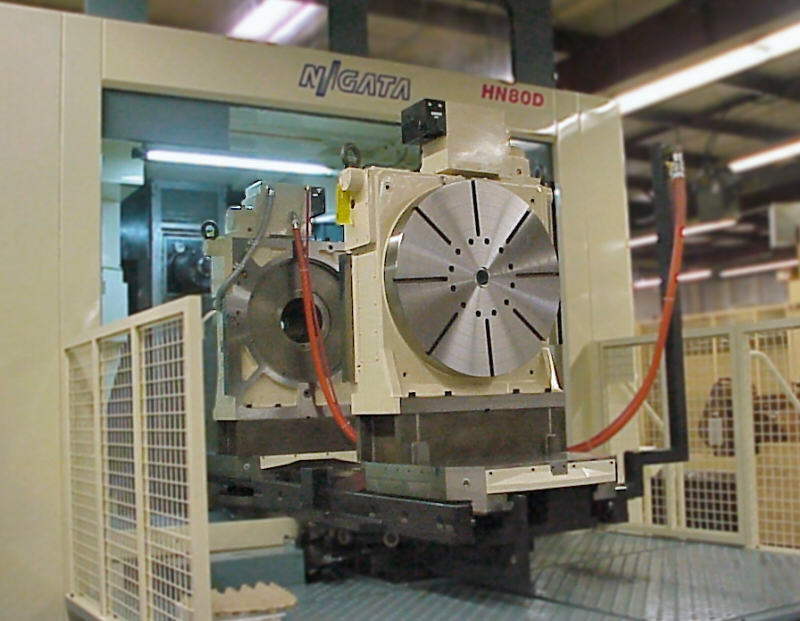
Two Tsudakoma RNA-250R rotary tables -- FANUC 31i-MA -- 5th & 6th axis integration

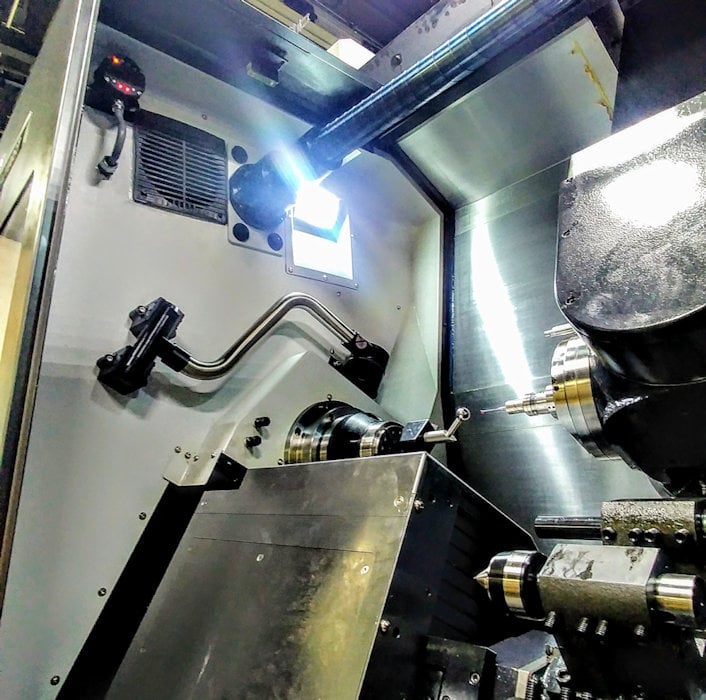
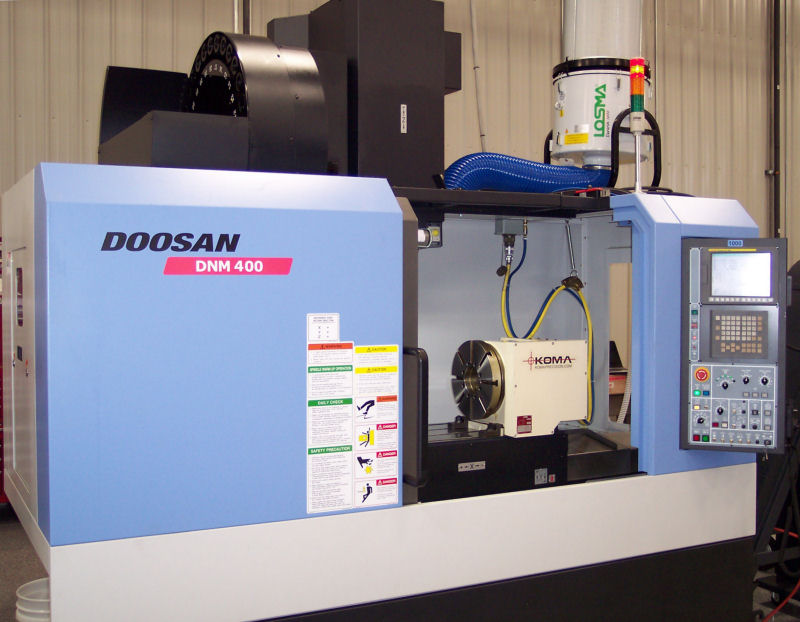
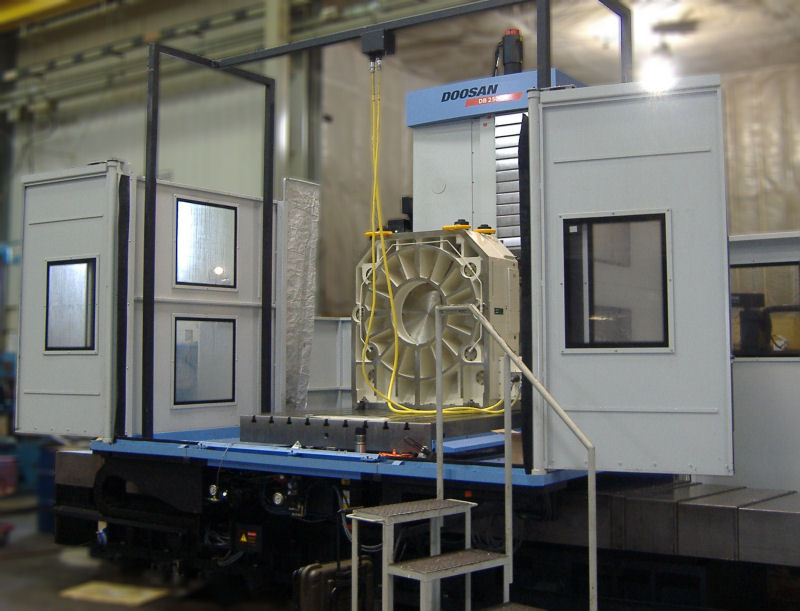
Tsudakoma TN-130 -- FANUC 21i-MB -- 4th & 5th axis integration on two Doosan MV-3016L-HS machining centers

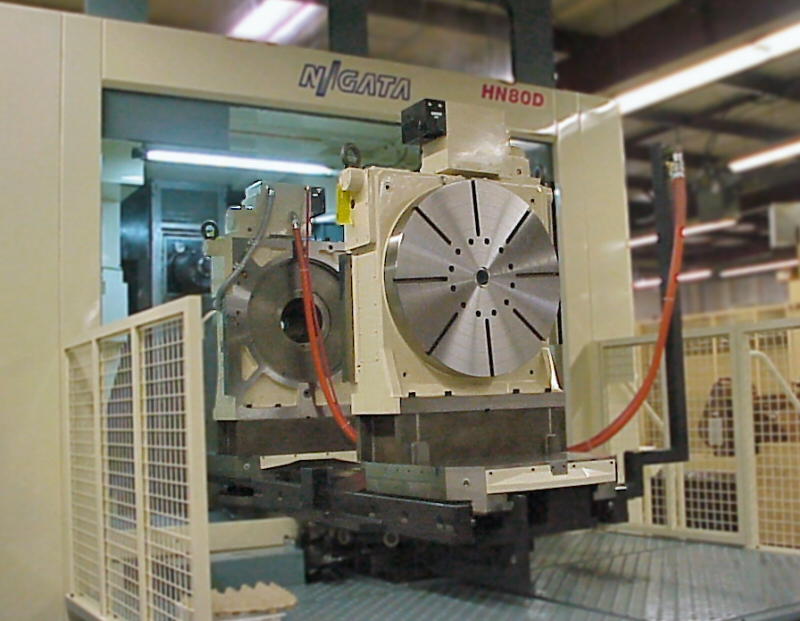
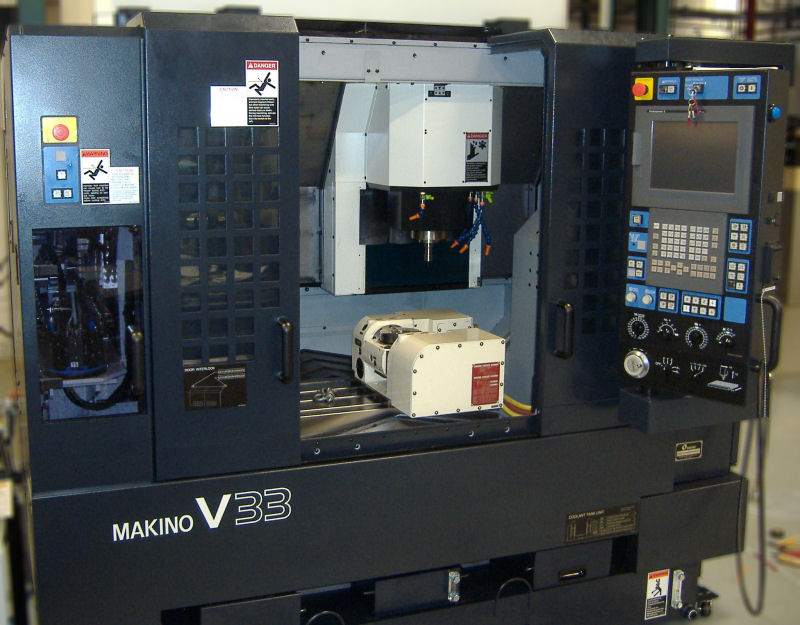
Tsudakoma RNCV-801K -- FANUC 310i-MB -- One of Three Makino A99 machining centers interfaced with two Tsudakoma rotary tables and a switching circuit..

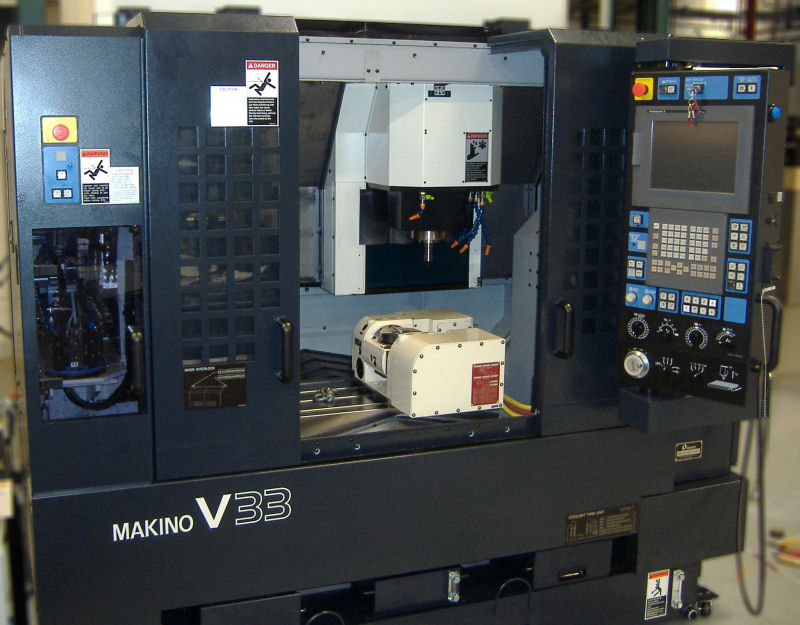
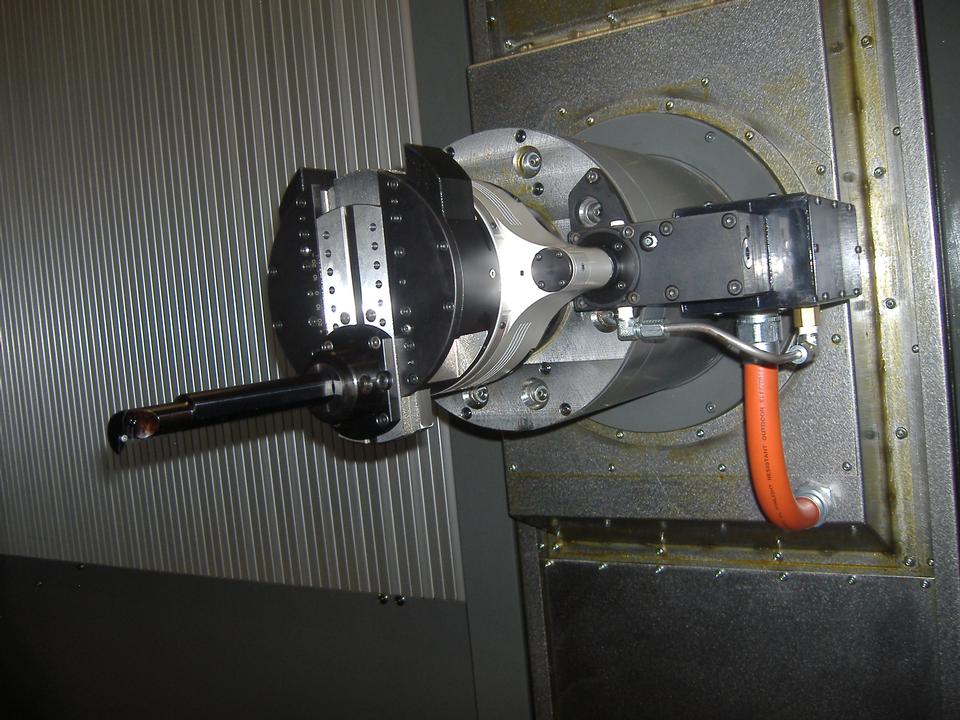
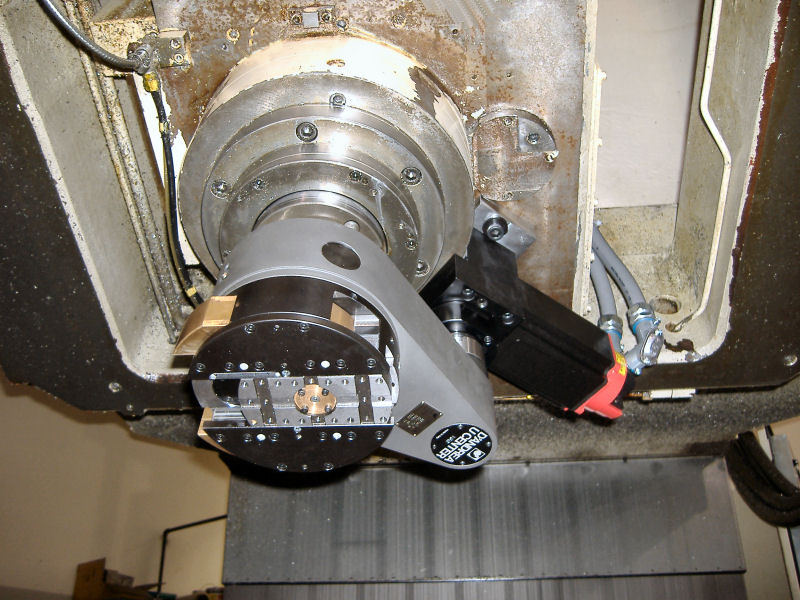
Tsudakoma TTNC-101-4 -- FANUC 0i-MC -- 4th & 5th axis integration featuring a tilting, 4-spindle rotary table with 5C collet chucks

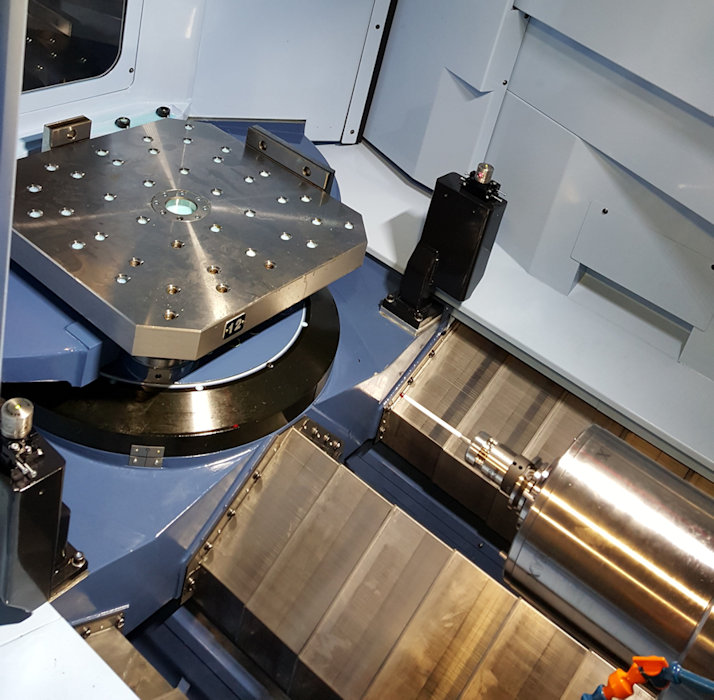
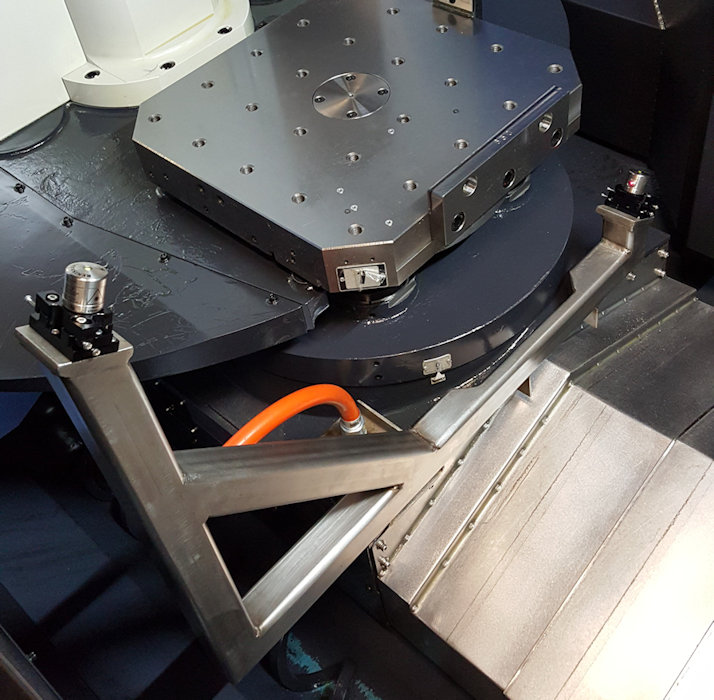
Tsudakoma RN-250R-2 -- FANUC 18i-MB -- 4th axis integration, including Tsudakoma TS-160 outboard support with no clamping

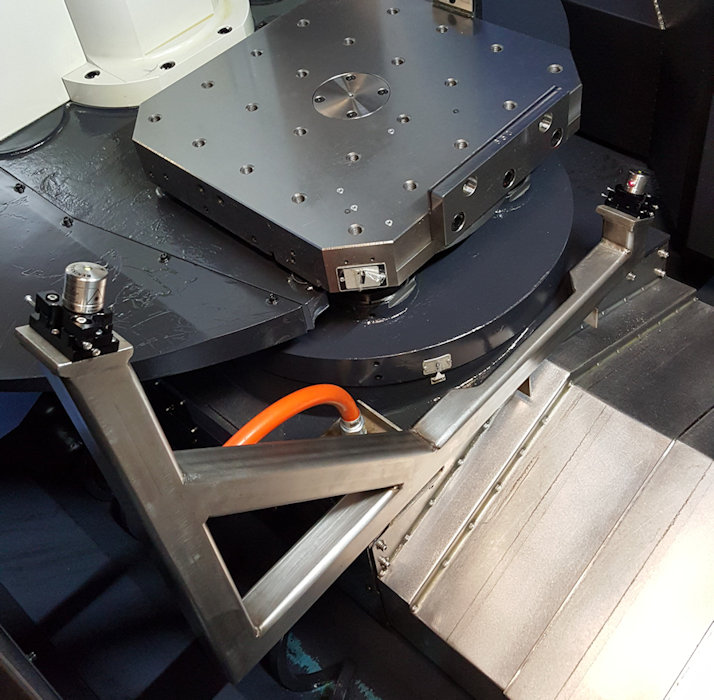
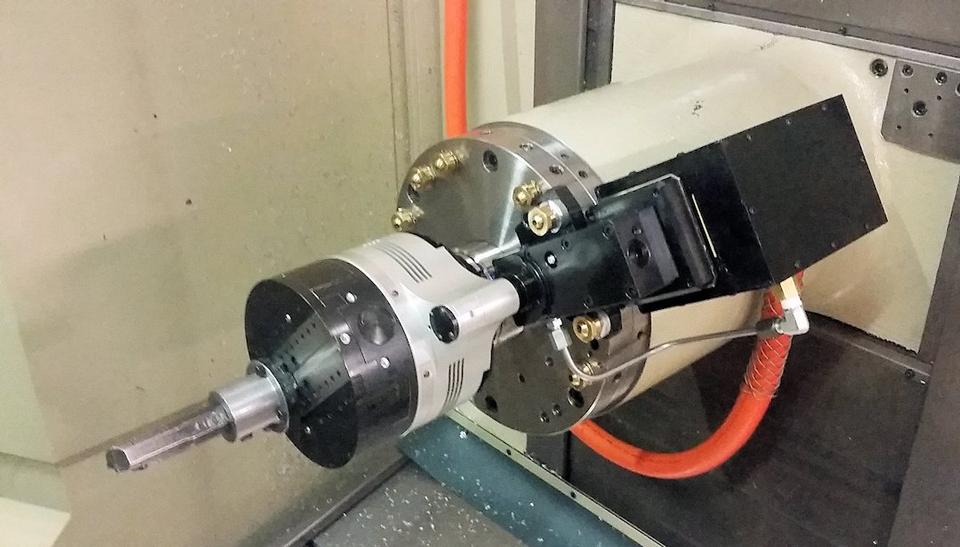
Tsudakoma RBA-250K-2 -- FANUC 16i-MA -- 5th axis interface with a flexible wire way to keep the rotary table cables above the table and allow maximum..
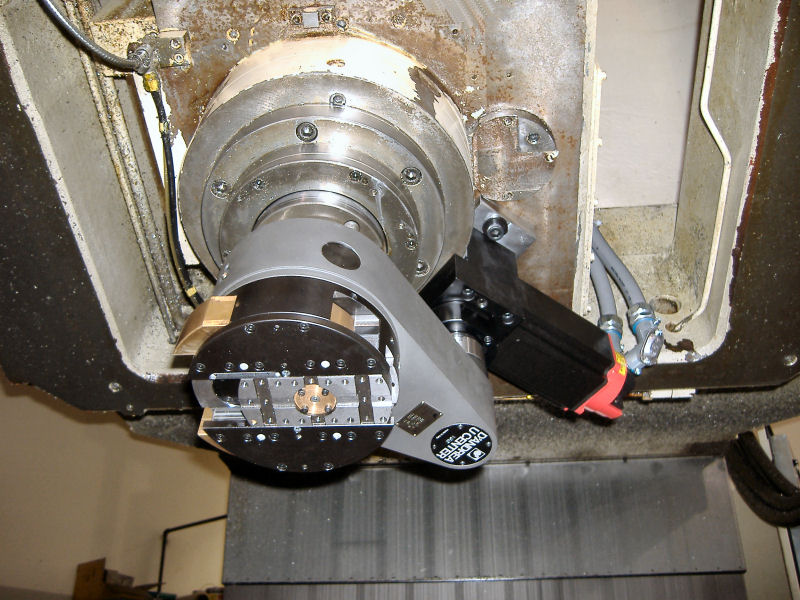
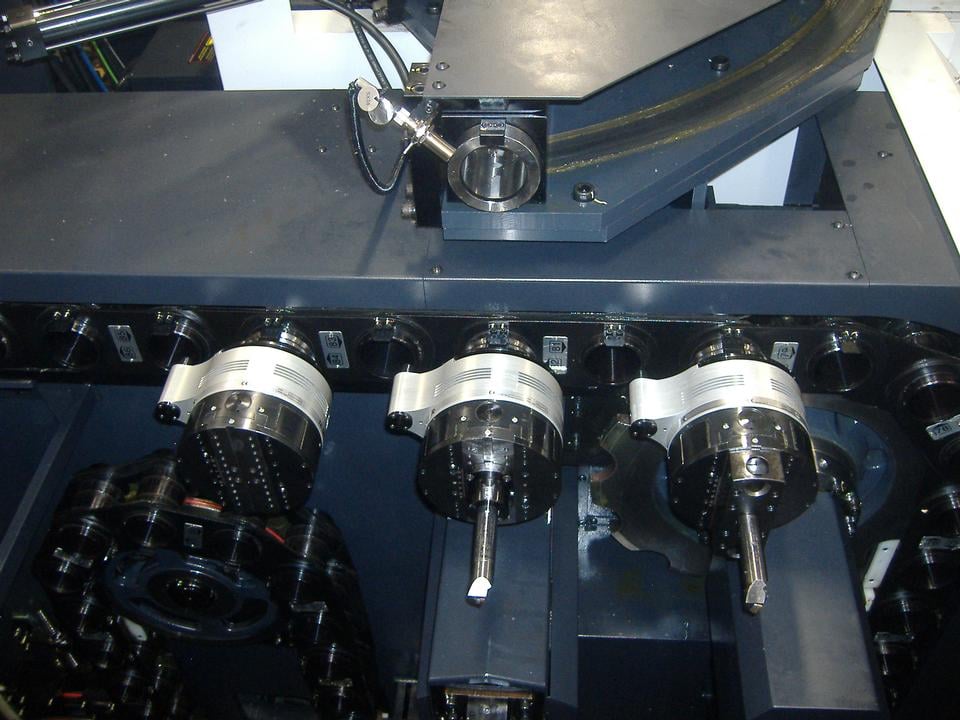
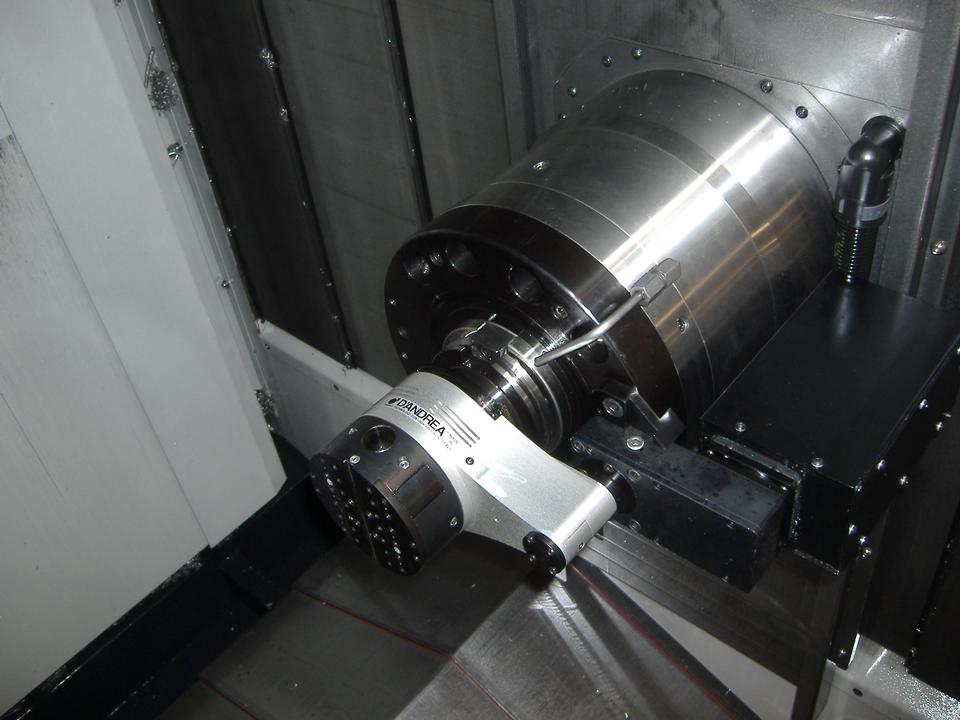
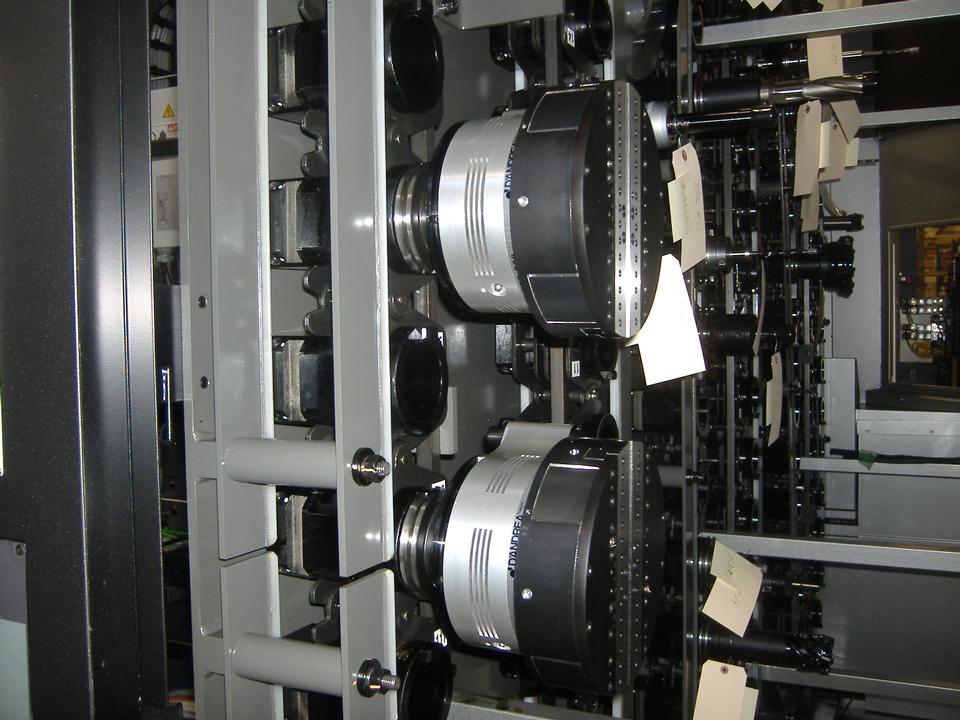
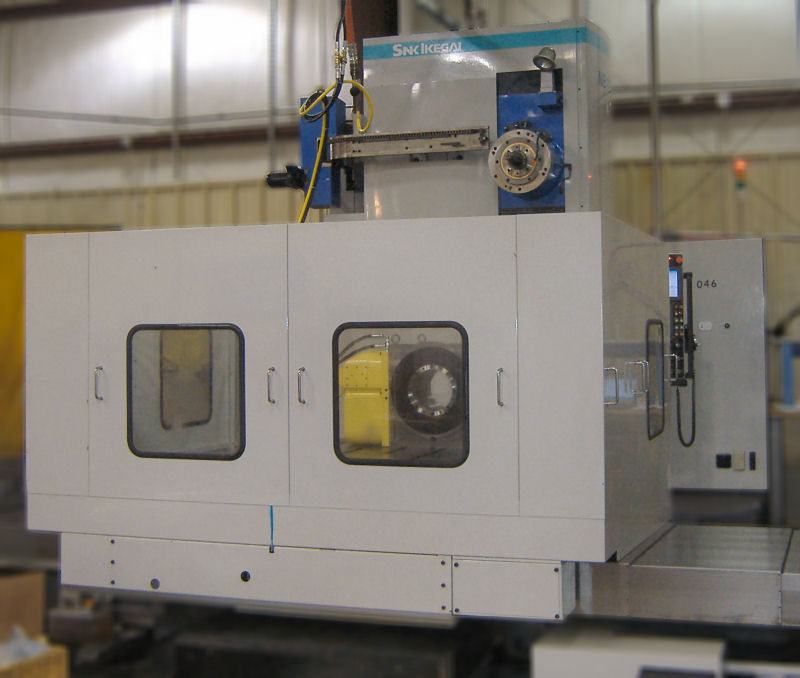
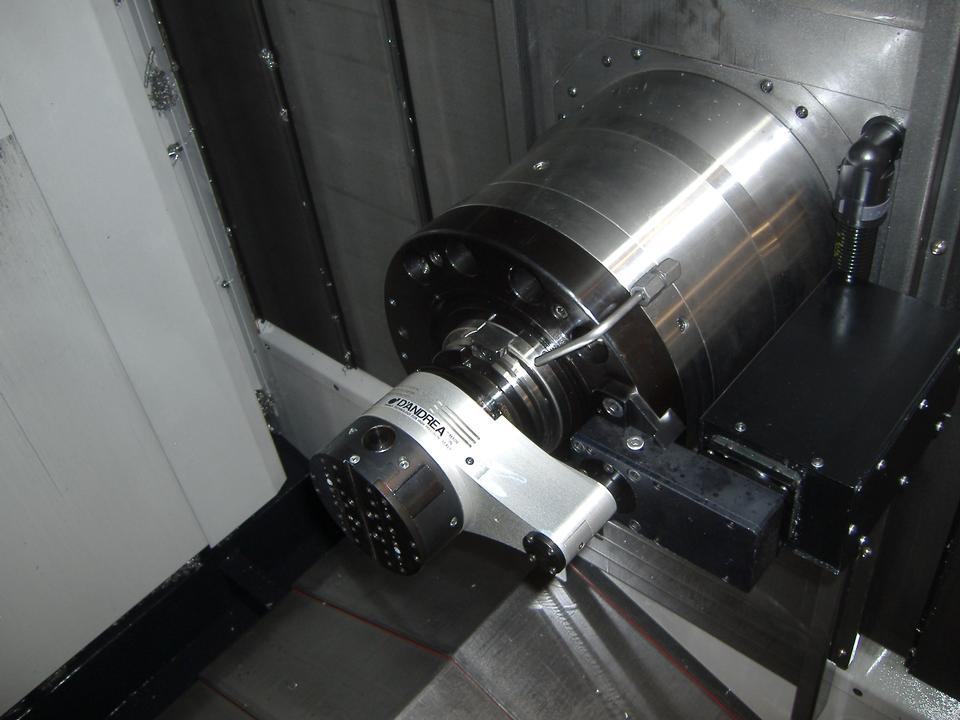
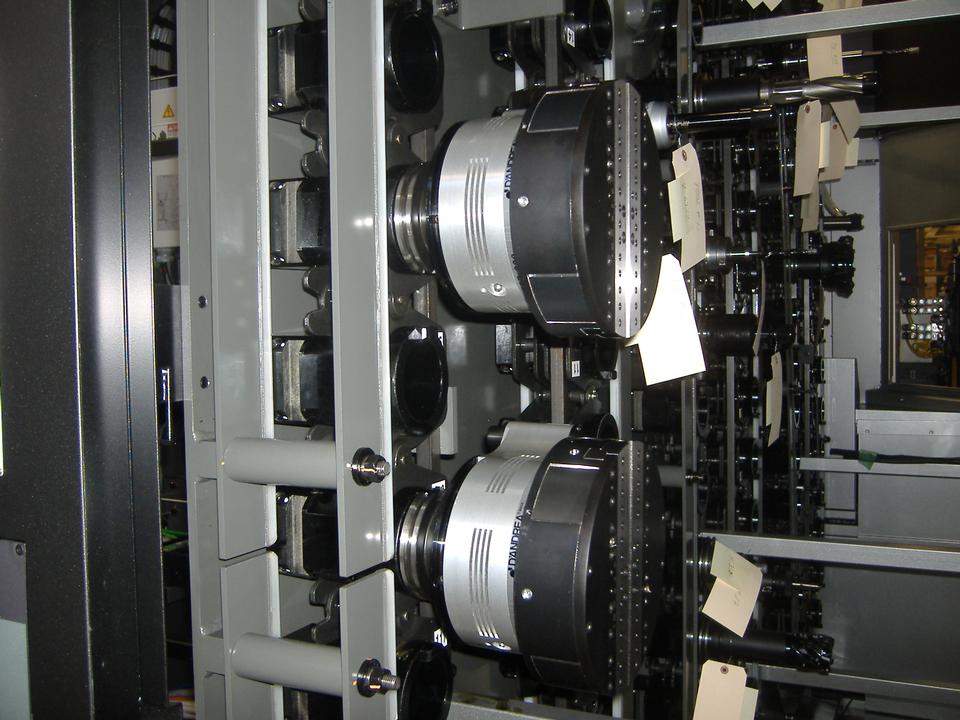
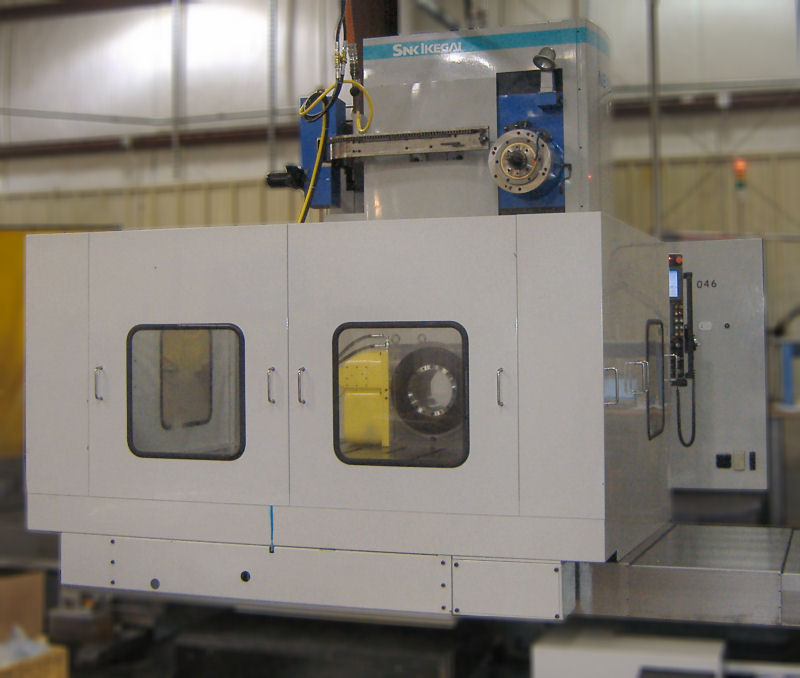
D'Andrea U-axis Installation -- SNK FSP-120V 5-axes machining center interfaced to a D'Andrea U-Drive-A system including servo, switches and cables

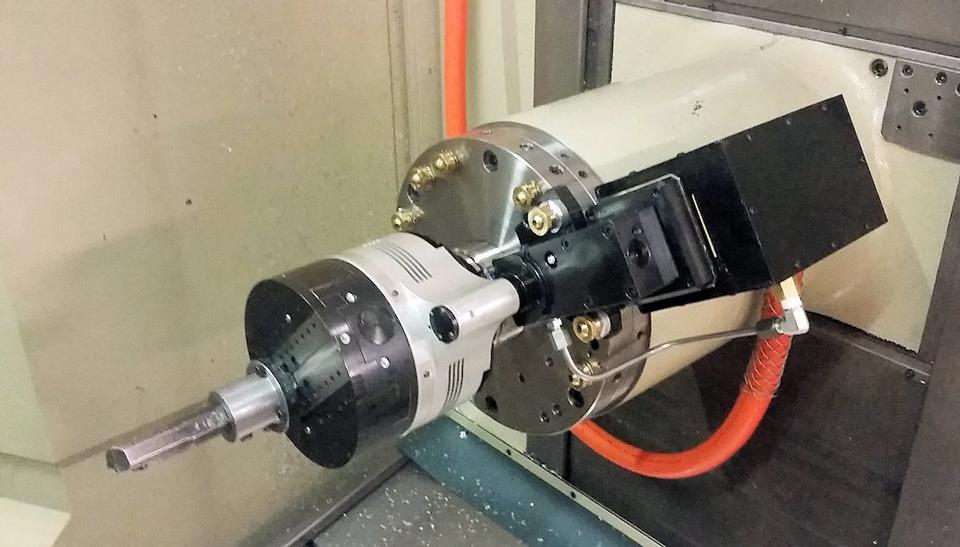
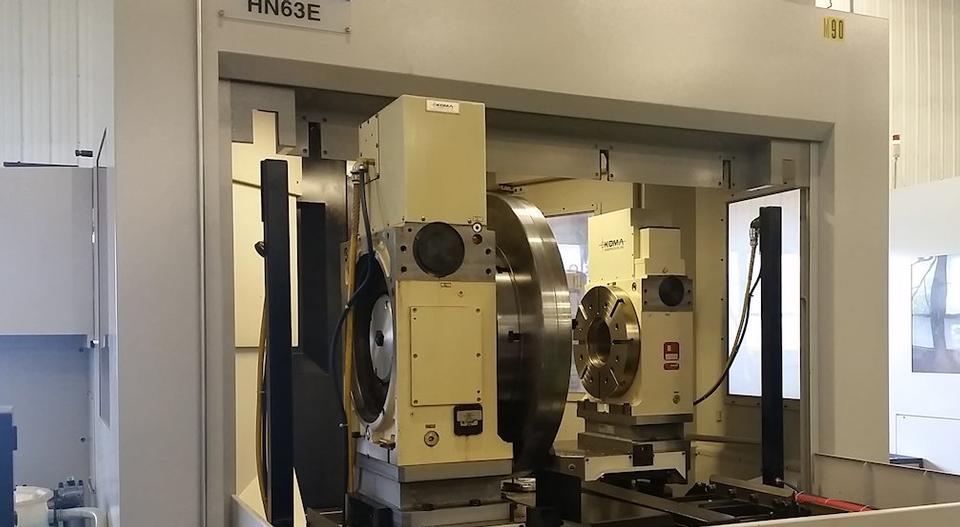
Tsudakoma RB-400K -- FANUC 310i-MA -- 5th axis integration included an automatic mode remote jog switch

































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}