
Friday, July 16, 2010
Challenge:
General Dynamics Armament and Technical Products produces a broad array of radomes, including forward, aft, Doppler and wing radomes for missiles and other specialized applications, as well as tactical, strategic cargo and commercial aircraft such as the C-130 and the Joint Strike Fighter. These radomes are manufactured using a variety of innovative processes and technologies. One of the machines used is a large, specially configured, Farrel VBM, which was equipped with an antiquated, home built control that had become obsolete. This machine is critical to production needs, however, the increasing downtime, partly because of hard to find parts, was causing major production holdups. Part of the challenge that General Dynamics faced in updating this system, was that the control system had unique abilities that even today’s standard CNC controls, which are often loaded with features, do not have.
Resolution:
CNC Engineering evaluated the process being performed on the machine and recommended replacing the control with a new GE Fanuc 16i-MA control and to replace the servo system with GE Fanuc AC Digital servos. Since the parts are very expensive and a power outage during grinding could cause a scrap part a new GE Fanuc option called Power Failure Backup was implemented with the new servo system. Basically a large capacitor module was added to the servos thereby storing enough energy to allow the axis to retract away from the part during a power outage. To increase accuracy we suggested the addition of Heidenhain scales to the linear axes and a high resolution Heidenhain rotary encoder to the rotary axis of the machine. An industrial PC running CNC Engineering’s Open Vision HMI operator front end software was recommended instead of the normal GE Fanuc operators display unit. This Open system allowed us to create custom operator screens tailored to General Dynamic’s unique processes and to capture process data directly from the machine. Additionally, a Renishaw Touch Probe was added to their process as well as custom software that would probe hundreds of points on the part. After probing the part the custom software would export the probed data in an excel format which the customer then used to make changes to their main part program before it was run. After the main program was run an interferometer, which was used to measure the electrical conductivity of the part was used. The readings were fed back to the PC running Open Vision HMI. An additional custom routine, designed and developed by CNC Engineering was then used to manipulate thousands of points in the main program before the final pass is cut.
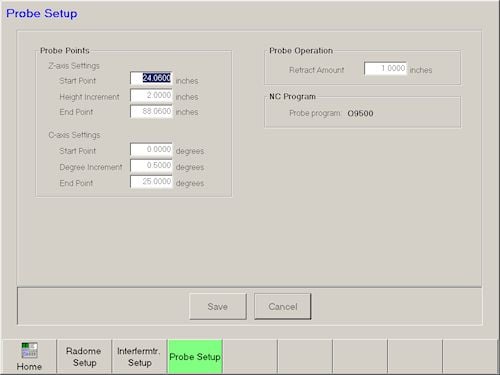
Custom screen for probe set-up
Overall Benefits:
Since the machine is now equipped with a new GE Fanuc control, General Dynamics no longer has to worry about supporting a one of a kind control. The downtime issue has disappeared and production schedules are being achieved. While replacing the machine control met General Dynamics initial objective, other benefits were realized by integrating the latest technologies to their machine. By identifying the operations needed and streamlining the entire process the biggest reward of all was achieved, Improved Productivity.


